Zincirli ile Kayışlı Güç Aktarımı: Avantaj ve Dezavantajlar
Zincir mi, V-kayış mı, triger kayışı mı? Bu üç mekanizmanın her biri farklı tork, hız ve bakım koşullarında üstündür. Doğru seçim, sistemin ömrünü ve verimliliğini doğrudan belirler.
Güç Aktarım Seçeneğiniz Neden Kritik?
Bir elektrik motorunun gücünü bir mil veya kasnak aracılığıyla iş bileşenine aktarmanın üç temel yolu vardır: makaralı zincir tahriği, V-kayış tahriği ve triger (senkron) kayış tahriği. Her mekanizma farklı mühendislik dengelerini temsil eder. Yanlış seçim; erken yıpranma, titreşim sorunları, verimlilik kaybı veya beklenmedik duruş sürelerine neden olabilir. Güç aktarımı sistemini tasarlarken ilk adım bu üç yolu doğru sınıflandırmaktır.
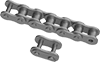
Makaralı Zincir Tahriği
Makaralı zincir, dişli (sprocket) dişleri ile pozitif kilitli bağlantı kurarak güç aktarır; kayma yoktur. ANSI B29.1 ve ISO 606 standartlarına göre tanımlanan zincir profilleri 25 numaradan 240 numaraya kadar geniş bir aralığı kapsar. Tek sıralı 40 numaralı zincir tipik olarak 1 kW'dan başlayarak, çok sıralı ağır hizmet zincirleri ise yüzlerce kW'a kadar güç iletebilir. Tahrik verimi ideal koşullarda %98'e ulaşır.
Zincirin dezavantajları da göz ardı edilemez: yağlama zorunludur (ya da kuru çalışan düşük bakım zinciri seçilmelidir), seslidir (özellikle 400 rpm üzerinde) ve çalışma süresince uzama (elongation) yaşanır. ANSI standardına göre zincir, orijinal boyunun %3'ü kadar uzadığında değiştirilmelidir. Dişli merkezleri arası mesafe sınırlıdır; genellikle 80 adım (pitch) sınırı önerilir.
Zincir Tahriğinin Uygulamaları
- Konveyör sistemleri (tarım, gıda işleme, madencilik)
- Tarım makineleri (traktör PTO bağlantıları, biçerdöver tahriği)
- Redüktör çıkış aşamaları
- Forklift ve yükseltici mekanizmaları
- Bisiklet ve motosiklet aktarma sistemleri
- Deniz ortamı ve yüksek nem koşulları (paslanmaz zincir seçeneğiyle)
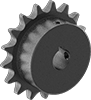
V-Kayış Tahriği
V-kayış, trapez profilli kesit geometrisiyle kasnağa (pulley) kilitlenerek sürtünme yoluyla güç iletir. DIN 2215 / ISO 4184 standartları A, B, C, D, E ve dar profil (SPZ, SPA, SPB, SPC) serilerini tanımlar. Tahrik verimi kurulum anında %95–98 arasında kalır ancak kayış uzaması ve kaymaya bağlı olarak zamanla düşer. En büyük avantajı şok yük sönümleme kapasitesidir: aniden artan yükü kayarak geçirir ve motor ile yataklara koruma sağlar.
V-kayış sistemi, zincire kıyasla çok daha sessiz çalışır ve yağlama gerektirmez. Mil merkezleri arasındaki mesafe konusunda esnektir; zincirden çok daha uzun merkez mesafelerini kapsayabilir. Bununla birlikte, kayış geriliminin (tension) periyodik olarak kontrol edilmesi ve ayarlanması gerekir. Sıcaklık, yağ ve UV ışınına maruz kalma kayışı olumsuz etkiler.

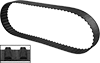
Triger (Senkron) Kayış Tahriği
Triger kayışı, hem kayışın hem kasnağın üzerindeki dişlerin kavraşmasıyla pozitif aktarım yapar; bu nedenle zincir gibi kaymama özelliğine sahiptir, ancak yağlama gerektirmez. HTD (High Torque Drive) ve GT (Gates Tooth) profilleri en yaygın iki standarttır. Tahrik verimi %98–99 arasındadır. Senkron kayışlar CNC makinelerinde, robotik sistemlerde ve yazıcılarda konum doğruluğu gerektiren uygulamalarda tercih edilir.
Triger kayışının avantajları: sıfıra yakın gerilim kaybı ve yeniden germe gerektirmez, yağlama yoktur, düşük gürültü, hafif ağırlık. Dezavantajları: yüksek ani şok yüklerinde (impulsive load) zincire göre kırılgandır; kaplin kasnak hizalaması titiz yapılmalıdır; başlangıç maliyeti V-kayıştan daha yüksektir.
Karşılaştırma Tablosu
| Parametre | Makaralı Zincir | V-Kayış | Triger Kayış |
|---|---|---|---|
| Tahrik verimi | %96–98 | %95–98 (düşebilir) | %98–99 |
| Tork kapasitesi | Çok yüksek | Orta-yüksek | Orta-yüksek |
| Hız aralığı | Düşük-orta (≤ ~600 rpm tipik) | Geniş (1 000–5 000 rpm) | Geniş (yüksek hıza uygun) |
| Kayma | Yok (pozitif) | Var (sürtünme) | Yok (pozitif, diş) |
| Yağlama | Gerekli | Gerekmiyor | Gerekmiyor |
| Gürültü | Yüksek | Düşük | Çok düşük |
| Şok yük toleransı | Yüksek | Çok yüksek (sönümler) | Orta |
| Konum hassasiyeti | Düşük (uzama) | Düşük (kayma) | Yüksek |
| Bakım sıklığı | Yüksek (yağ, germe) | Orta (germe) | Düşük |
| Ömür (uygun bakımda) | Uzun | Orta | Uzun |
| Sıcaklık toleransı | ~150 °C (metal) | ~80 °C (kauçuk) | ~100 °C (kompozit) |
Flat (Düz) Kayış — Ne Zaman Tercih Edilir?
Düz kayış, uzun merkez mesafelerinde ve çok yüksek hız uygulamalarında (8 000 rpm üzeri tekstil makineleri, kompresörler) avantaj sağlar. Sürtünme yüzeyi geniş olduğundan ısı yayılımı daha iyidir. Ancak gerilim kuvvetleri V-kayışa kıyasla daha yüksektir, bu da yatak yükünü artırır. Gıda sanayii veya kirli ortamlarda kıl çelik veya poliamid düz kayış kullanılır.
Hangi Sistemi Seçmeli? Karar Rehberi
- Yüksek tork, düşük hız, sert ortam → Makaralı zincir; yağlama mümkünse tercih edin.
- Şok yük, titreşim, uzun merkez mesafesi → V-kayış; sistemi korur, kurulumu basittir.
- Konum hassasiyeti, senkronizasyon, temiz ortam → Triger kayışı; yeniden germe gerekmez.
- Çok yüksek hız, uzun eksen mesafesi → Düz kayış; V-kayışa kıyasla ısı problemi daha azdır.
- Gıda/ilaç (hijyenik alan) → Paslanmaz çelik zincir veya poliüretan triger kayışı; yağ kontaminasyonu riskini ortadan kaldırır.
- Çoklu mil, tek kaynak → Zincir; bir arka dişliden birden fazla ön dişliye dağıtım kolaydır.
Sıkça Sorulan Sorular
Zincir mi kayış mı daha verimlidir?
Yeni ve iyi yağlanmış koşullarda makaralı zincir %98 verime ulaşır; triger kayışı da benzer verim sunar. V-kayış ise ilk kurulumda %95–98 verim verir ancak kayma ve uzama nedeniyle bu değer zamanla düşebilir. Titiz bakım yapılmayan sistemlerde zincir verimliliği, V-kayışın altına düşebilir.
Zincir tahriğinin ne sıklıkla yağlanması gerekir?
Standart ANSI makaralı zincirler için ortam koşuluna ve yük durumuna bağlı olarak manuel yağlama 8–40 saatlik aralıklarla önerilir. Sürekli çalışan sistemlerde damlalıklı veya rezervuarlı otomatik yağlayıcı kullanmak aşınmayı belirgin şekilde azaltır. Kuru çalışan (PTFE kaplı veya pimli) zincirler ise yağsız çalışabilir ancak yük kapasiteleri daha düşüktür.
Triger kayışı neden zincirin yerini alamıyor?
Triger kayışı ani şok yüklerine ve yüksek tokra karşı daha kırılgandır. Ağır madencilik, tarım veya yükleme ekipmanlarında yaşanan dinamik darbeler kayış dişlerini kolayca atlatabilir. Bu yüklerde makaralı zincir metal yapısıyla çok daha güvenilir çalışır.
V-kayış ile triger kayışının maliyeti nasıl karşılaştırılır?
V-kayış hem kayış hem kasnak maliyeti açısından en düşük başlangıç yatırımını sunar. Triger kayışı başlangıç maliyeti yaklaşık 20–50% daha yüksektir; ancak bakım maliyeti ve duruş süresi uzun vadede V-kayışı geçebilir. Toplam sahip olma maliyeti (TCO) hesabında bakım, yağlama ve duruş süreleri dahil edilmelidir.
Gıda işleme tesisinde hangi aktarım sistemi önerilir?
Hijyen kritik uygulamalarda paslanmaz çelik makaralı zincir veya poliüretan triger kayışı tercih edilir. Yağlama gerektirmeyen kuru çalışan zincir veya gıda sınıfı yağ kullanımı da bir seçenektir. V-kayışın kayma ve toz tutma özelliği temiz oda koşullarında sorun oluşturabilir.
