Zımparalama Makinesi Türleri: Bant, Disk ve Titreşimli
Doğru zımparalama makinesi seçimi, yüzey kalitesini ve çevrim süresini doğrudan etkiler. Bant, disk ve titreşimli tipler arasındaki fark; talaş kaldırma hızı, yüzey pürüzlülüğü ve makine geometrisine bağlıdır.
Zımparalama Makinesi Seçiminde Temel Parametreler
Aşındırma ve parlatma süreçlerinde makine tipi; iş parçası geometrisi, istenen yüzey pürüzlülüğü (Ra değeri), malzeme cinsi ve üretim hacmine göre belirlenir. Üç ana makine ailesi şunlardır: bant zimparalama makineleri (lineer hareketi), disk zimparalama makineleri (döner hareket) ve titreşimli (orbital/levha) zimparalama makineleri (eliptik veya dairesel salınım). Her tip, belirli uygulamalar için optimize edilmiştir; birbirinin yerini tutmaz.
| Özellik | Bant Zımpara | Disk Zımpara | Titreşimli (Levha/Orbital) |
|---|---|---|---|
| Hareket tipi | Lineer (tek yön) | Döner (sabit eksen) | Eliptik / dairesel salınım |
| Talaş kaldırma hızı | Yüksek | Orta–yüksek | Düşük–orta |
| Yüzey pürüzlülüğü (Ra) | 0.8–6.3 µm | 1.6–6.3 µm | 0.4–3.2 µm |
| İz bırakma riski | Düşük (doğru kullanımda) | Orta (çevresel iz) | Çok düşük (swirl-free modelde) |
| Tipik bant/disk boyutu | 75×533 mm – 100×915 mm | 125–230 mm çap | 93×190 mm (1/3 tabaka) |
| Güç aralığı (elektrik) | 500–1200 W | 250–900 W | 150–350 W |
| Tipik uygulama | Malzeme sökme, şekillendirme | Köşe taşlama, kalıp bitirme | Son kat yüzey bitirme |
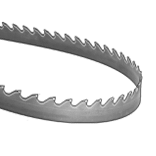
Bant Zimparalama Makineleri
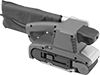
Bant zimparalama makineleri, sürekli dönen kapalı bir zımpara bandı üzerinde çalışır. Lineer hareket sayesinde tahıl izleri tek yönlüdür; bu da yüzey bitirme kalitesini tahmin edilebilir kılar. El tipi elektrik bant zimparaları genellikle 75×533 mm veya 76×610 mm bantlarla çalışır; tezgah tipi sabit modeller ise 100×915 mm ve üzeri boyutlara çıkar. Dar bant (file band) zimparalar, 10–30 mm genişliğinde bantlarla boru iç yüzeyleri, kaynak dikişleri ve dar profillerin işlenmesinde öne çıkar.
- Taşınabilir elektrik bant zımparalar — 500–1200 W, 75×533 mm bant; çelik, alüminyum ve ahşapta hızlı malzeme sökme.
- Sabit (tezgah) bant zımparalar — Sabit tabla üzerinde ayarlanabilir açıda çalışır; fikstürleme imkânı yüksek, tekrarlanabilir sonuç.
- Dar bant zımparalar (file sanders) — 10–30 mm genişlik; boru, profil, kalıp yuvası ve kontur zimparalamada tercih edilir.
- Kombine disk+bant modeller — Tek gövdede iki işlem; küçük atölyeler için alan tasarrufu sağlar.
- Pnömatik bant zımparalar — Kıvılcım riski gerektirmeyen ortamlarda (ex-proof gereksinimi) ve ağır seri işlemede tercih edilir.

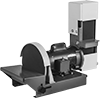
Disk Zimparalama Makineleri
Disk zimparalama makinelerinde döner bir tabla üzerine yapıştırılan veya kanca-halka sistemiyle bağlanan zımpara diski kullanılır. Sabit disk zimparalar, 200–305 mm çaplı disklerle köşe biçimlendirme, kalıp boşluğu bitirme ve küçük parça taşlama uygulamalarında yaygındır. El tipi havali disk zimparalar ise 125–150 mm çapla çelik konstrüksiyonlarda, gemi yapımında ve otomotiv endüstrisinde kullanılır. Swirl-free (iz bırakmayan) disk zimparalar, rastlantısal döner+orbital hareket birleştirerek çevresel iz oluşumunu önler; bu nedenle son kat boyama öncesi yüzey hazırlığında tercih edilir.

Titreşimli (Levha/Orbital) Zimparalama Makineleri
Titreşimli zimparalama makineleri — yaygın adıyla levha zımpara veya orbital zımpara — taban tablanın eliptik veya dairesel salınım hareketiyle çalışır. Standart modeller 1/4, 1/3 veya 1/2 zımpara tabalası boyutunda kesim gerektiren levhalar kullanır; kanca-halka sistemi (hook & loop) sayesinde levha değişimi saniyeler içinde gerçekleşir. Salınım genliği tipik olarak 2–3 mm, salınım hızı ise 10.000–14.000 dak⁻¹'dir. Bu düşük kuvvetli titreşim, malzeme cinsine zarar vermeden son kat yüzey pürüzlülüğünü Ra 0.8 µm'nin altına düşürebilir; bu nedenle boya, vernikleme veya eloksal öncesi hazırlık adımı olarak kritik öneme sahiptir.
- Pnömatik levha zımparalar — Kıvılcım ve statik yüke karşı güvenlik gerektiren üretim hatlarında kullanılır.
- Swirl-free pnömatik levha zımparalar — Rastlantısal orbital hareket; metal bitirme ve kaporta uygulamalarında iz izi kalmaz.
- Detay (delta/üçgen) levha zımparalar — Küçük köşe ve oyuklara girebilen üçgen tabla; marangozluk, kalıp ve prototip atölyelerinde tercih edilir.
- Akülü levha zımparalar — Kablo kısıtlaması olmaksızın sahada veya boru/çerçeve yüzeylerinde kullanım imkânı sunar.

Zımpara Bantları ve Sarf Malzemeleri
Makinenin seçimi kadar sarf malzemesi seçimi de sonucu belirler. Bant zımparalar için seramik alüminyum oksit bantlar çelik ve paslanmaz çelik işlemede uzun ömür sunarken; alüminyum ve yumuşak metaller için silisyum karbür veya zirkonyum oksit bantlar tercih edilir. Levha zımparalar için kanca-halka (hook & loop) levhalar hızlı değişim sağlar, yapışkan sırtlı levhalar ise titreşim sırasında daha düşük pelet kayması riski taşır. Tıkanma (loading) sorunu yoğun yaşanıyorsa açık yapılı, anti-clog kaplı bantlar veya stearatlı levhalar değerlendirilmelidir.
Pnömatik ve Elektrikli Modeller: Hangi Koşulda Hangisi?
Elektrikli modeller sabit hatlarda ve düşük hacimlerde düşük işletme maliyetiyle öne çıkar; frekans kontrollü hız ayarı gelişmiş modellerde standarttır. Pnömatik modeller ise ağır seri üretimde ve kıvılcım riskinin bulunduğu ortamlarda (boyahane, ex-zone) tercih edilir. Pnömatik zimparaların güç-ağırlık oranı elektrikli eşdeğerlerinden genellikle daha yüksektir; aynı zamanda elektrik çarpmaya karşı güvenlik gerekliliği bulunan ıslak veya iletken ortamlarda zorunlu hale gelir. Akülü modeller ise kablo kısıtlamasının engel oluşturduğu saha bakım, büyük konstrüksiyon ve denizcilik uygulamalarında avantaj sağlar.
Dar Bant (File) Zimparalar: Profil ve İç Yüzey İşleme
10–30 mm genişliğindeki dar bant zimparalar, standart bant zimparalarının ulaşamadığı iç yüzeyler, T-yuvalar, kaynak ağzı hazırlığı ve boru dış hatları için özel bir niş doldurur. Pnömatik versiyonları gemi tersanelerinde ve boru imalatında geniş kullanım alanı bulur. Bu makine grubunda bant hızı 900–1400 m/dak aralığında tutulur; daha yüksek hız ince bantların kopmasına, daha düşük hız ise ısı birikmesine yol açar.

Sıkça Sorulan Sorular
Bant zımpara mı, disk zımpara mı seçmeliyim?
Malzeme sökme hızı öncelikliyse ve yüzey tek yönlü iz kabul ediyorsa bant zımpara tercih edin. Köşe profili taşlama veya küçük parça şekillendirme yapıyorsanız disk zımpara daha doğru seçimdir. Her ikisi birlikte gerekiyorsa kombine disk+bant modeller tek bir cihazda her iki işlemi gerçekleştirir.
Orbital (levha) zımpara hangi uygulamada zorunludur?
Boya, vernikleme veya eloksal öncesi son kat yüzey hazırlığı; Ra ≤ 1.6 µm hedeflenen yüzeyler ve iz izi kabul edilmeyen metal veya kompozit yüzeyler için orbital/levha zımpara gereklidir. Bant veya disk zımpara bu uygulamada yetersiz kalan pürüzlülük bırakır.
Paslanmaz çelik zimparalamada ne dikkat edilmeli?
Demir içeren aşındırıcılarla (örn. demir katkılı zımpara bantları) çalışılırsa paslanmaz çelik yüzeyde demir kontaminasyonu oluşur ve paslanma başlar. Paslanmaz çelik işlemede seramik alüminyum oksit veya zirkonyum oksit bantlar kullanın; bant hızı 900–1200 m/dak'yı geçmeyin.
Zımpara tıkanması (loading) nasıl önlenir?
Alüminyum ve yumuşak metaller ile ahşap-reçine karışımlarında tıkanma sıkça görülür. Anti-clog (stearatlı) kaplama veya açık yapılı aşındırıcı seçin. Talaş tahliye için yeterli vakum/toz aspire sistemi kullanılması da ömrü önemli ölçüde uzatır.
Bant zimparalarda bant yırtılmasının önüne nasıl geçilir?
Dar bant zimparalarda en yaygın neden hatalı bant yönlendirilmesidir — bant ekleme oku makinenin hareket yönüyle aynı hizada olmalıdır. Bunun yanı sıra yanlış bant boyutu, aşırı yanal yükleme ve hasarlı tambur da erken yırtılmaya neden olur. Bant gerdirme ayarı üreticinin belirttiği kg/N değerinde tutulmalıdır.