Zımpara Diski Türleri: Boyut, Bağlantı ve Malzeme Seçimi
Açılı taşlama makinesine takılan disk, uygulamanın hızını, yüzey kalitesini ve maliyetini doğrudan belirler. Taşlama diski, fiber disk ve flap disk birbirine benzer görünse de farklı mekanik yapıları, tane malzemeleri ve bağlantı geometrileri onları farklı görevler için tasarlanmış ayrı araçlar yapar.
Açılı taşlama makinelerinde kullanılan aşındırıcı diskler üç ana kategoriye ayrılır: bağlı aşındırıcı (taşlama/kesme diski), fiber disk ve flap disk. Her birinin malzeme kaldırma hızı, yüzey pürüzlülüğü ve ömrü birbirinden farklıdır. Doğru disk seçimi; iş parçası malzemesi, gereken yüzey kalitesi ve takım gücü birlikte değerlendirilerek yapılmalıdır. Bu rehber, her disk türünün ne zaman tercih edileceğini, tane malzemeleri arasındaki farkı ve boyut ile bağlantı kriterlerini açıklar.
Üç Temel Disk Türü
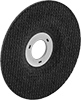
Taşlama/bağlı aşındırıcı diskler (Type 27 / depresyon merkezli), aşındırıcı taneciklerin reçine veya cam bağla bir arada tutulduğu katı disklerdir. Yüksek malzeme kaldırma hızı sağlar; kaynak pası temizleme, çapak alma ve kaba şekillendirmede tercih edilir. Disk kalınlığı genellikle 4–8 mm (taşlama) veya 1–3 mm (kesme) arasındadır.
Fiber diskler, vulkanize fiber bir destek katmanı üzerine yapıştırılmış aşındırıcı taneciklerden oluşur. Rijit bir destek pedine monte edilerek kullanılır; bu sayede yüzeye eşit basınç dağılımı sağlanır. Kaba derecelerden (24 gren) orta decelere (80 gren) kadar metal ve paslanmaz çelik üzerinde hızlı malzeme kaldırma için uygundur.
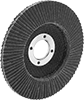
Flap diskler, merkezi bir bağlantı tabla veya fiberglas tabanına ışınsal olarak yapıştırılmış, üst üste binen zımpara şeritlerinden oluşur. Şeritler kullanıldıkça yenilenir (self-renewing) ve altındaki taze abrasif yüzey açılır. Bu yapı, taşlama ve yüzey finisajı işlemlerini tek adımda yapar; fiber diske kıyasla daha nazik bir yüzey bırakır. Düz tip (Type 27) düzlemsel yüzeyler için, konik tip (Type 29) ise daha agresif malzeme kaldırma ve konturlarda 15–25° çalışma açısıyla kullanılır.
| Disk türü | Malzeme kaldırma | Yüzey kalitesi | Tipik kullanım |
|---|---|---|---|
| Taşlama diski (Type 27) | Çok yüksek | Kaba (Rz > 50 µm) | Kaynak izi, çapak, kaba şekillendirme |
| Fiber disk (reçine bağlı) | Yüksek | Orta (Rz 20–50 µm) | Metal kaldırma, pürüz giderme, birleştirme |
| Flap disk (Type 27) | Orta | İyi (Rz 5–25 µm) | Harmanlamak, yüzey hazırlama, ince çapak |
| Flap disk (Type 29) | Orta-yüksek | Orta-iyi | Kontur taşlama, kaynak karışıktırma |
Tane Malzemesi: Alüminyum Oksit, Zirkonyum ve Seramik
Diskin performansını büyük ölçüde belirleyen, tane malzemesidir. ISO 525 standardı abrasif tipi kodlarını tanımlar; temel malzemeler arasındaki fark teknik olarak kritiktir.
- Alüminyum oksit (A): En yaygın ve ekonomik aşındırıcı. Yumuşak ile orta sertlikteki çelik ve demir alaşımlarında iyi çalışır. Zaman içinde körelir ve kendini yenilemez; orta ömür.
- Zirkonyum alüminyum oksit (ZA / ZA-blend): Alüminyum oksit ve zirkonyum dioksit karışımı. Kısmi öz-bileme (self-sharpening) özelliği vardır; yüksek basınçlı taşlamada ısınma azalır. Alüminyum oksite göre 2–3 kat ömür beklenebilir. Karbon çeliği, paslanmaz çelik ve titanyumda tercih edilir.
- Seramik alüminyum oksit (CA / SG): Sol-jel veya sinterleme süreciyle üretilen mikrokristal yapı, yüksek basınç altında mikro-parçalanarak sürekli taze kesme kenarı açar. En uzun ömürlü aşındırıcıdır. Inconel, takım çeliği, sertleştirilmiş paslanmaz ve titanyum gibi zor iş parçaları için uygundur.
- Silisyum karbür (C): Alüminyum oksitten sert ama daha kırılgan. Döküm demir, alüminyum, bakır ve seramik gibi demir dışı malzemelerde verimlidir; çelikte tercih edilmez.
- Elmas / CBN: Özel uygulamalar için çok yüksek maliyet; sertleştirilmiş takım çeliği, taş, cam ve beton işlemede kullanılır.
Gren Numarası Nasıl Seçilir?
Gren numarası (grit), birim uzunluktaki elek deliği sayısını ifade eder; düşük numara = iri tane = kaba işlem, yüksek numara = ince tane = ince finisaj. Açılı taşlamada kullanılan tipik gren aralıkları şöyledir:
| Gren aralığı | Sınıflandırma | Tipik uygulama |
|---|---|---|
| 24–36 | Çok kaba | Yoğun malzeme kaldırma, paslı yüzey hazırlama, döküm çapağı |
| 40–60 | Kaba | Kaynak izi temizleme, yüzey birleştirme, boya soyma |
| 80–120 | Orta | Yüzey düzleme, ince çapak, sonraki işlem hazırlığı |
| 150–240 | İnce | Ara kat zımparalama, boya öncesi hazırlık |
| 320+ | Çok ince | Son kat parlatma, dekoratif finisaj |
Boyut ve Bağlantı Kriterleri
Açılı taşlama makinesine disk seçerken üç boyut belirleyicidir: dış çap, kalınlık/profil ve merkez deliği (arbor).
Dış çap: En yaygın ölçüler 115 mm (4.5 inç), 125 mm (5 inç), 150 mm (6 inç) ve 230 mm (9 inç)'tir. Makine üzerindeki koruyucu kapak, maksimum disk çapını belirler — bu değeri aşmayın.
Merkez deliği (arbor): Standart açılı taşlayıcılarda mil çapı genellikle 22.23 mm (7/8 inç) veya M14 diş'tir. Disk paketi her zaman makine mili ölçüsüyle eşleşmelidir. Bazı fiberli ve flap disklerde merkez deliği 22.23 mm sabit gelir ve flanşa oturur; bağlı taşlama disklerinde ise M14 somun sistemi yaygındır.
- Taşlama ve kesme diskleri: ISO 525 / EN 12413 kapsamında işaretleme zorunludur. Maksimum çevre hızı disk üzerinde m/s cinsinden yazılır (tipik olarak 80 m/s veya 80 m/s + için 125 m/s).
- Fiber diskler: Rijit destek pedi gerektirir (rubber backing pad). Destek pedinin ölçüsü disk çapıyla eşleşmeli; çap uyumsuzluğu disk kenarını desteksiz bırakır ve erken kırılmaya yol açar.
- Flap diskler: Hub malzemesi iki türdür — fiberglas (cam elyaf) table, yüksek hızda daha güvenli ve darbe dirençlidir; plastik/alüminyum table, düşük maliyet sunар ama yüksek basınç altında daha hızlı yıpranır.
Malzemeye Göre Disk Seçim Rehberi
İş parçası malzemesi, hem tane türünü hem de disk tipini doğrudan etkiler. Testereleme ve Kesme ile El Aletleri kategorilerindeki ekipmanlar da iş hazırlığında tamamlayıcı rol oynar.
- Karbon çeliği ve yapısal çelik: Alüminyum oksit veya zirkonyum tane; taşlama için 24–60 gren taşlama diski veya fiber disk; yüzey temizleme için 40–80 flap disk.
- Paslanmaz çelik: Demir ve kükürt içermeyen (non-ferrous, non-sulfur) onaylı disk seçin — kontaminasyon paslanmaya yol açar. Zirkonyum veya seramik tane; düşük ısı girdisi için tercihan flap disk.
- Alüminyum ve yumuşak metaller: Silisyum karbür veya özel alüminyum için formüle edilmiş alüminyum oksit; reçine bağlı disklerde stearik asit dolgu (anti-loading) önemli — aksi halde disk hızla tıkanır.
- Döküm demir: Silisyum karbür veya alüminyum oksit; orta-kaba gren; dökümün gözenekli yapısı nedeniyle disk tıkanması riskine karşı açık dokulu bağ tercih edilir.
- Taş, beton ve seramik: Elmas tane veya silisyum karbür; kuru/ıslak kesme disklerinde soğutma önemli.
Disk seçimi bir uzlaşmadır: en uzun ömürlü seramik tane, her iş için en ekonomik seçenek değildir. Malzeme kaldırma hızı, yüzey kalitesi hedefi ve seri üretim yoğunluğu birlikte değerlendirildiğinde gerçek maliyet-etkinlik ortaya çıkar.
Sıkça Sorulan Sorular
Flap disk mi, fiber disk mi daha uzun ömürlü?
Flap diskin şeritleri kullandıkça yenilendiği için genel amaçlı finisaj ve harmanlama işlerinde daha uzun ömürlü görünür. Yüksek basınçlı kaba malzeme kaldırmada ise rijit destek pediyle birleştirilmiş reçineli fiber disk daha fazla malzeme kaldırır; ancak tükenme süresi daha kısa olabilir. Seçim, uygulamanın baskısına ve amacına göre değişir.
Paslanmaz çelikte hangi diski kullanmamalıyım?
Daha önce karbon çeliğinde kullanılmış her türlü disk, demir parçacıklarını paslanmaz yüzeye taşır ve zamanla pas lekelerine yol açar. Paslanmaz için ayrılmış, demir ve kükürt içermeyen (inox/stainless) onaylı disk kullanın ve bu diskleri diğer malzemelerde tekrar kullanmayın.
Disk çapı ne kadar önemli?
Makinenin maksimum koruyucu kapak çapı aşılmamalıdır; bu, güvenlik açısından zorunludur. Ayrıca daha büyük çaplı disk, daha yüksek çevre hızı üretir — diskin m/s cinsinden maksimum hızı, makinenin boşta devrinden hesaplanan çevre hızını karşılamalıdır.
22.23 mm merkez deliği standart mıdır?
22.23 mm (7/8 inç) merkez deliği, 4.5 inç ve 5 inç açılı taşlayıcılarda en yaygın standarttır. M14 diş, özellikle Avrupalı makinelerde bağlı taşlama disklerinde kullanılır. Disk satın alırken makine milinizin tipini (M14 veya 7/8 inç flanş sistemi) kontrol edin.
Taşlama diskiyle kesme yapılır mı?
Hayır. Taşlama diskleri (4–8 mm kalınlık) yan kuvvetlere dayanıklı tasarlanmıştır; ince kesme diskleri ise (1–3 mm) yalnızca eksenel yük altında çalışır. Kesme diskini taşlama yükü altında kullanmak, diskin ani kırılmasına ve ciddi yaralanmaya yol açabilir.