Sert ve Esnek Altlıklı Zımparalar Arasındaki Fark
Zımparada asıl iş kumu yapan tahıl değil, tahılı tutan altlıktır. Aynı kum numarasıyla yapılan iki işlemde sert altlık düz yüzeyi hızla kaldırırken esnek köpük altlık profilden düşmeden çalışır. Doğru altlık seçimi hem işlem süresini hem de yüzey kalitesini doğrudan belirler.
Altlık Neden Bu Kadar Önemli?
Kaplı aşındırıcılarda (coated abrasives) üç katman vardır: altlık malzemesi, bağlayıcı reçine ve aşındırıcı tahıl. Tahılın sertliği ve numarası kadar altlığın rijitliği de kesme hızını, yüzey pürüzlülüğünü ve alet ömrünü etkiler. Aşındırma ve Parlatma kategorisindeki ürünlerin büyük çoğunluğu farklı altlık sınıflarına ayrılmıştır; ürün açıklamasında geçen "yastıklı", "esnek" veya "sert" ifadeleri bu sınıflandırmaya işaret eder. Altlık yanlış seçildiğinde ne kadar kaliteli tahıl kullanıldığının önemi kalmaz: sert altlık profilli yüzeyde taş atar, esnek altlık düz yüzeyde gereken kaldırma gücünü veremez.
Altlık Türleri ve Sertlik Sınıfları
Endüstriyel aşındırıcılarda dört ana altlık malzemesi kullanılır: kağıt, kumaş, film ve köpük/sünger. Her birinin ağırlık ya da sertlik sınıfı uygulamaya göre seçilir.
| Altlık | Ağırlık / Sınıf | Esneklik | Tipik Kullanım |
|---|---|---|---|
| Kağıt | A (40 g/m²) — F (130 g/m²) | A: yüksek, F: düşük | Ahşap, boya, ince metal kaplama |
| Kumaş | J — X — Y | J: esnek, Y: rijit | Bant zımpara, taşlama, ağır kaldırma |
| Film (poliyester) | Değişmez, 75-100 µm | Düşük | Hassas metal, otomotiv boya, optik |
| Köpük / Sünger | Açık hücre (yumuşak) — Kapalı hücre (sert) | Yüksek — Orta | Profil, kesit, seramik, duvar alçısı |
Kağıt Altlık: A'dan F'ye Sertlik Gradyanı
En hafif kağıt (A gramajı, ~40 g/m²) ince kumlarla ahşap yüzey temizliğinde ve boya arasında perdahlamada kullanılır. E ve F gramajlı kağıtlar ise disk ve bant zımparalarda, sert metallerdeki kaba kaldırma işlemlerinde tercih edilir. Kağıt altlıkların zayıf noktası ıslaklığa ve bükülmeye karşı dayanımsızlığıdır; bu nedenle profilli veya ıslak zımpara gerektiren uygulamalar için kumaş veya köpük altlık daha güvenilirdir.
Kumaş Altlık: J ve X Sınıfları
J ağırlığı ("jeans" kumaşı) hafif ve esnektir; kontur sanding ile profil kenarlarında çalışmak için tasarlanmıştır. X ağırlığı (ağır pamuk) rijit ve sağlam olup bant zımparalarda ve yüksek basınçlı operasyonlarda metalin kaba kaldırılmasına uygundur. YY sınıfı polyester bazlı kumaş, X'in ötesinde ekstra ağır stoklarda kullanılır. Kumaş altlıklı ürünler bant zımparalarda standart seçimdir çünkü sürekli bükülme ve ısı yükü altında kağıt gibi yırtılmazlar.
Film Altlık: Hassas Yüzeylerde Sabit Geometri
Poliyester film altlık 75-100 µm kalınlığıyla neredeyse hiç esnememesi özelliğiyle öne çıkar. Yüzey pürüzlülüğü Ra değerinin hassas tutulması gereken uygulamalarda (otomotiv boya perdahlama, optik cam, tıbbi implant yüzeyleri) tercih edilir. Film, aşındırıcı tahılın düzlemde tutulmasını sağlar; bu da tutarlı temas geometrisi ve tekrarlanabilir sonuç anlamına gelir.
Sert Altlık: Düz Yüzey ve Kaldırma Hızı
Rijit veya yüksek gramajlı altlıklı zımparalar, düz metal plakalar, boya kaldırma, alın taşlama ve büyük yüzey eşitleme işlemlerinde verimlidir. Sert altlık, tahılı iş parçasına sabit bir düzlemde baskılar; bu nedenle kaldırma hızı yüksektir ve düzlük ölçümlerinde (flatness) tutarlı sonuç alınır. Ancak sert altlık, profilli veya bombeye sahip bir yüzeyde kenar noktalarında temas basıncını aniden artırır — bu da çiziklenmeye ve düzensiz kaldırmaya yol açar. Köşe kontrolü için sert altlık uygun olmayan yerlerde kullanılmamalıdır.

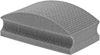
Esnek Altlık: Profil, Kavis ve Köşe İşleme
Köpük (foam) altlık, kuvvetin Z ekseninde de dağılmasına olanak tanır. Açık hücreli (yumuşak) köpük temas yüzeyine yapışarak bom, oluk, köşe ve iç kavis gibi karmaşık profilleri izler. Kapalı hücreli (sert) köpük hafif bir yüzey destek sunar; profil sanding ile düz yüzey arasında bir denge noktası aranıldığında tercih edilir. Köpük altlıklar ayrıca suya dayanıklıdır ve yıkanarak tekrar kullanılabilir; bu da toplam işlem maliyetini düşürür. Seramik karo, alçı, boya ve kompozit yüzeylerin elle işlenmesinde sünger altlık neredeyse standarttır.
Elle zımpara (hand sanding) uygulamalarında köpük ve sünger tabanlı ürünler doğrudan kavranabilir; ayrı bir blok tutucuya gerek kalmaz. Kavisli yüzeylerde bu durum büyük bir avantajdır çünkü sabit blok altlık, yüzeyi tam izleyemez ve tekil noktalarda aşırı kaldırma yapar.
Yastıklı (Cushioned) Zımparalar: Ara Katman Çözümü
Bazı ürünler tamamen esnek köpük değil, sert bir kumaş altlığın üzerine ince bir köpük ara katmanı eklenerek üretilir. Bu "yastıklı" (cushioned) yapı, hem makine uyumluluğu (bant veya disk boyutları korunur) hem de kontour adaptasyonu sağlar. Özellikle yüzey hazırlama (surface preparation) ve arasıra perdahlama (intermediate sanding) adımlarında yastıklı bantlar ve diskler; katı altlıktan daha uzun ömür, esnek altlıktan daha yüksek kaldırma hızı sunar.
Hangi Altlık Hangi Uygulamaya?
- Düz metal yüzey, kaba kaldırma: E/F gramajı kağıt veya X ağırlığı kumaş disk; sert altlık.
- Ahşap perdahlama, boya arası: A/C gramajı kağıt; orta esneklik.
- Otomotiv boya ve cila: Poliyester film altlık; sabit geometri, ince kum.
- Profil, kavis, iç köşe: J kumaşı veya açık hücreli köpük; esnek altlık.
- Seramik, alçı, duvar: Köpük sünger; ıslak zımpara ve tekrar kullanım mümkün.
- Paslanmaz çelik ve sert metal yüzeyleri: Yastıklı bant veya disk; hem kaldırma hem uyum.
- El zimparalaması, ergonomi: Sünger altlık; ayrı blok tutucusuz kavrama.
Makine Uyumluluğu ve Altlık Seçimi
Orbital ve eksantrik zimparalarda disk altlığının sertliği, makinenin titreşim dağılımını etkiler. Çok rijit bir disk, makinenin kontur üzerinde hopplamasına (chattering) yol açar; çok esnek bir disk ise kaldırma hızını düşürür. Interface pad (ara destekleyici ped), makinenin yastığıyla zımpara diski arasına takılır ve bu dengeyi geçici olarak ayarlamaya yarar: sert sanding için kaldırılır, ince perdah veya kontur için eklenir. Açılı taşlama makinelerinde fiber disk altlıkları rijit polipropilen veya fiberglas destekleyici pedlerle çalışır; bu pedlerin kauçuk sertliği (Shore A değeri) disk ömrünü ve yüzey kalitesini doğrudan belirler.
Seçim Özeti
Altlık seçiminde üç soruyu yanıtlamak yeterlidir: (1) Yüzey düz mı, profilli mi? (2) Elle mi makineyle mi çalışılıyor? (3) Kaldırma hızı mı, yüzey kalitesi mi öncelikli? Düz + makine + hız → sert kumaş veya E gramajı kağıt; profil + elle + kalite → köpük veya J kumaşı. İki koşul arasında kalındığında yastıklı ürünler iyi bir başlangıç noktasıdır. duafsan kataloğu her sınıf için ürün sunmaktadır; doğru altlık seçildiğinde hem tahıl ömrü uzar hem de yüzey pürüzlülüğü hedeflenen aralığa girer.
Sıkça Sorulan Sorular
Sert altlıklı zımparayı profilli yüzeyde kullanırsam ne olur?
Sert altlık yalnızca yüksek noktalarla temas eder; bu noktalarda aşırı kaldırma, alçak noktalarda ise hiç temas olmaması söz konusudur. Sonuç düzensiz yüzey ve erken tahıl aşınmasıdır. Profil için J kumaşı veya köpük altlık seçin.
Zımpara süngeri kaç kez yıkanıp kullanılabilir?
Köpük altlıklı sünger zımparalar, tahıl tamamen körelmeden önce ılık suyla yıkanıp kurutularak birden çok kez kullanılabilir. Gerçek kullanım sayısı tahıl tipine ve baskı kuvvetine göre değişir; ancak iyi kalite ürünlerde 5-15 yıkama döngüsü tipiktir.
Yastıklı (cushioned) zımpara ile normal zımpara arasındaki maliyet farkı neden bu kadar büyük?
Yastıklı ürünlerde köpük ara katmanının eklenmesi üretim maliyetini artırır. Bununla birlikte tahıl ömrü uzar ve iş parçasında tamir gerektiren hata azalır; toplam işlem maliyeti sıklıkla düşer.
Film altlık ile kağıt altlığın yüzey pürüzlülüğü farkı nedir?
Film altlık geometrisi sabit tuttuğu için aynı kum numarasında kağıda göre daha düşük Ra değeri (daha pürüzsüz yüzey) elde edilir. Otomotiv boya işlemlerinde P1500 film altlıklı zımpara, P1000 kağıt altlıklıyla benzer pürüzsüzlüğe ulaşabilir.
Cırt-cırt (hook and loop) bağlantı altlık sertliğini etkiler mi?
Velcro/hook-and-loop tutucu sistemi altlık malzemesinden bağımsızdır; sert, esnek veya yastıklı zımpara diskleri bu bağlantı sistemiyle üretilebilir. Bağlantı sistemi disk değişim hızını etkiler, altlık esnekliğini değil.