Boya Öncesi Yüzey Hazırlığı: Parlatma ve Zımpara Sırası
Boya tutunması, yüzeyin çizik profilinde başlar. Doğru zımpara sırası ve kontrollü parlatma, son katın hem görünümünü hem de servis ömrünü belirler.
Doğru sıra neden önemlidir?
Boya öncesi hazırlıkta amaç yüzeyi olabildiğince parlak yapmak değil, kontrollü ve tekrarlanabilir bir yüzey profili oluşturmaktır. Çok kaba çizik bırakılırsa son kat altında iz yapar; gereğinden fazla parlatılırsa mekanik tutunma zayıflar. Bu yüzden Aşındırma ve Parlatma işlemleri her zaman kir temizliği, şekil düzeltme, çizik inceltme ve son yüzey eşitleme sırasıyla ele alınmalıdır.
- Önce yağ, silikon, toz ve gevşek oksit temizlenir; kirli yüzeyde yapılan zımpara sadece kontaminasyonu yayar.
- Kaba düzeltme yalnızca gerektiğinde yapılır; kaynak izi, çapak veya eski kaplama varsa P40-P80 aralığıyla başlanır.
- Form koruma aşamasında P120-P180 aralığı, derin çizikleri daha ince ve tek yönlü izlere çevirir.
- Boya öncesi son hazırlıkta çoğu metal yüzey P220-P320 aralığında homojen mat görünüme getirilir.
- Parlatma, boyanacak yüzeyde değil; dekoratif kalacak veya temas sürtünmesini azaltmak istenen bölgede uygulanır.
Geometriye göre zımparalama ekipmanı seçimi
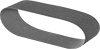
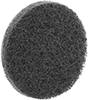
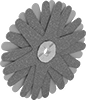

Düz sac veya geniş plakalarda zımpara bantları, çizik yönünü sabit tuttuğu için boyaya hazırlıkta güçlü bir seçenektir. Kavisli ve geçişli parçalarda naylon ağlı diskler yüzeyi daha yumuşak takip eder. İç çap, kanal ve düzensiz ceplerde döner zımpara pedleri erişim avantajı sağlar. Paslanmaz çelikte ve sert metallerde ısınma ile yüzey lekesi daha kritik olduğundan, uygulamayı malzemeye uygun ürünle yapmak gerekir. Bu yaklaşım, Aşındırma ve Parlatma seçiminde geometri ve malzeme dengesini kurar.
| İşlem basamağı | Uygun ürün grubu | Tipik FEPA P aralığı | Hedef |
|---|---|---|---|
| Kaba düzeltme | Zımpara bandı | P40-P80 | Kaynak izi, çapak ve eski kaplamayı almak |
| Ara düzeltme | Zımpara bandı veya disk | P120-P180 | Derin çizikleri inceltip formu korumak |
| Boya öncesi son hazırlık | Naylon ağlı disk veya döner ped | P220-P320 | Homojen mat yüzey oluşturmak |
| Dekoratif finisaj | Parlatma pedi veya parlatma taşı | Aşındırıcı numaradan çok finisaj tipine göre seçilir | Boyanmayacak bölgede görünümü iyileştirmek |
FEPA P numarası küçüldükçe aşındırma artar; büyüdükçe iz incelir. Ancak sadece numaraya bakmak yeterli değildir. Bağlayıcı yapısı, ağ tipi, ped esnekliği ve yüzeye uygulanan basınç da sonucu belirler. Özellikle alüminyumda dolma, paslanmazda ısı renklenmesi ve yumuşak çelikte kenar yuvarlama riski birlikte değerlendirilmelidir.
Parlatma nerede biter, boya hazırlığı nerede başlar?
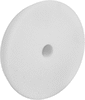


Parlatma ve cilalama pedleri, yüzey kusurunu gizlemek için değil; son görünümü rafine etmek için kullanılmalıdır. Boyanacak çelik parçada hedef çoğu zaman mat ve tekdüze bir zemin iken, görünür paslanmaz parçada daha ince bir dekoratif finisaj istenebilir. Mil montajlı pedler ve parlatma taşları, dar bölgelerde ölçü kaçırmadan çalışmayı kolaylaştırır. Eğer işlem sonunda boya gelecekse, parlatma sonrası yüzey yeniden yağsız bezle silinmeli ve kalan polisaj kalıntıları mutlaka uzaklaştırılmalıdır. Bu noktada Aşındırma ve Parlatma süreci boya teknik föyüyle birlikte düşünülmelidir.
Malzemeye göre kısa karar notları
Karbon çeliğinde öncelik pas, hadde kabuğu ve keskin izlerin kontrolüdür. Paslanmaz çelikte yüzey kontaminasyonu ayrıca kritiktir; karbon çeliğinde kullanılmış aşındırıcıların tekrar kullanılması serbest demir bulaşması riski doğurabilir. Alüminyumda ise düşük ergime eğilimi ve dolma, aşındırıcı seçimini daha hassas hale getirir. Bu nedenle tek bir disk veya tek bir sıra her malzemeye aynı sonucu vermez.
Sıkça Sorulan Sorular
Boya öncesi kaç numara zımpara kullanılmalı?
Tek doğru numara yoktur; başlangıç yüzeyine göre seçilir. Kaba kusur varsa P40-P80 ile başlanabilir, çoğu boya öncesi son hazırlık ise P220-P320 aralığında homojen mat yüzey hedefler. Esas referans, uygulanacak astar veya son katın teknik föyüdür.
Parlatılmış yüzey boya tutar mı?
Aşırı parlatılmış yüzeyde mekanik tutunma zayıflayabilir. Boyanacak alanda ayna parlaklığı yerine kontrollü, tekdüze ve temiz bir çizik profili tercih edilir. Parlatma daha çok boyanmayacak dekoratif bölgelerde anlamlıdır.
Paslanmaz, alüminyum ve çelikte aynı aşındırıcı kullanılabilir mi?
Her zaman önerilmez. Malzemenin sertliği, ısı davranışı ve dolma eğilimi farklıdır. Özellikle paslanmazda kontaminasyon, alüminyumda dolma, yumuşak çelikte kenar yuvarlama riski nedeniyle malzemeye uygun ürün ve ayrı proses disiplini gerekir.