Yükseklik Ölçer (Height Gauge) Nasıl Kullanılır
Yükseklik ölçer, granit yüzey plakası üzerinde parçaların referans düzleminden ölçülmesini ya da işaretlenmesini sağlayan temel bir atölye metrolog aletidir. Doğru tip seçimi ve sıfırlama tekniği, 0.001 mm'ye kadar tekrarlanabilir sonuçlar verir.
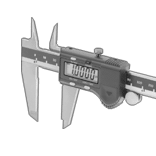
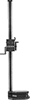
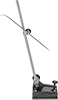
Yükseklik ölçer (height gauge), dikey bir kolon boyunca hareket eden bir ölçüm kafasından oluşan hassas metrolog aletidir. Alet, yüzey plakası gibi düz bir referans yüzeyde konumlandırılır; ölçüm kafasındaki cizici (scriber) ya da komparatör probu parçanın istenen yükseyine dokunduğunda okunan değer, parçanın referans düzleminden olan mesafesidir. Ölçme ve Muayene kategorisindeki yükseklik ölçerler, vernier, kadran ve dijital/elektronik olmak üzere üç temel tipe ayrılır.
Yükseklik Ölçer Tipleri
Her tip, okuma yöntemi ve doğruluk sınıfı bakımından farklılık gösterir. Seçim yaparken ölçüm aralığı, gereken çözünürlük ve atölye ortamının koşulları birlikte değerlendirilmelidir.
| Tip | Tipik çözünürlük | Max permissible error (ISO 13225, 300 mm) | Avantaj | Dikkat |
|---|---|---|---|---|
| Vernier | 0.02 mm | ±0.04 mm | Mekanik yedek, büyük ölçüm aralığı (6 inç–6 ft) | Okuma hatası riski; dikkatli paralaks kontrolü gerektirir |
| Kadran (Dial) | 0.01 mm | ±0.03 mm | Kolay okuma, analog geri bildirim | Genellikle 300 mm altı modeller; titreşime hassas |
| Dijital / Elektronik | 0.001 mm | ±0.025 mm (premium) | LCD okuma, birim değiştirme, SPC çıkışı, mutlak ölçek | Pil bağımlılığı; talaşlı ortamda koruma sınıfına dikkat |

Yüzey Plakası: Ölçümün Temeli
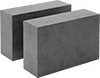
Yükseklik ölçerin doğruluğu, üzerinde çalıştığı referans yüzeyin düzlüğüne doğrudan bağlıdır. Endüstriyel uygulamalarda granit yüzey plakası standart referans olarak kabul görür. Granittin düşük termal genleşme katsayısı ve titreşim sönümleme kapasitesi, hassas ölçümlerde metalik çelik plakalara göre belirgin avantaj sağlar. Ölçüm öncesinde yüzeyi temiz bir bezle silin; talaş, toz veya yağ kalıntısı yükseklik ölçerin tabanını yükseltir ve sistematik hata oluşturur.
Adım Adım Ölçüm Tekniği
Aşağıdaki prosedür, standart dijital ya da vernier yükseklik ölçerle mutlak yükseklik ölçümü için geçerlidir.
- Yüzeyi hazırlayın: Granit plaka ve yükseklik ölçerin tabanını temizleyin. Taban altına parmak geçirip hafifçe bastırarak yüzeyin düzgün temas ettiğini kontrol edin; bir komparatör sıfırdan kayarsa taban düzgün oturmuyordur.
- Referans sıfırı alın: Ciziciyi veya probu granit plakaya değdirin, dijital aletlerde 'sıfırla' (zero/preset) tuşuna basın. Vernierde mevcut değeri not edin.
- Parçayı konumlandırın: İş parçasını plaka üzerine, ölçülecek yüzeyi erişilebilir olacak şekilde, tercihen bir V-blok ya da paralel takım üzerine yerleştirin.
- Ölçüm kafasını hareket ettirin: Kaydırma tekerleğini veya ince ayar kilidini kullanarak ciziciyi ya da probu parçanın ölçülecek yüzeyine getirin. Dijital aletlerde hafif temas sinyalini (LED ya da ses) bekleyin.
- Değeri okuyun ve kaydedin: Birden fazla noktada ölçüm yaparak tekrarlanabilirliği doğrulayın. Fark 0.003 mm üzerindeyse yüzey temizliği veya taban oturumunu yeniden kontrol edin.
- Adım yüksekliği için fark ölçümü: İkinci referans noktasına 'relative sıfır' (INC/REL) atayın, ardından hedef yüzeyi ölçün; ekrandaki değer iki yüzey arasındaki fark yüksekliğidir.
Cizici mi, Test İndikatörü mü?
Standart yükseklik ölçerlerle birlikte gelen cizici (scriber), düzen boyaması (layout dye) uygulanmış parçalara çizgi çizmek için kullanılır; çok fonksiyonlu ve hızlıdır. Ancak ölçüm doğruluğu açısından temas noktasının geometrisi belirsizdir. Daha yüksek tekrarlanabilirlik gerektiren durumlarda test indikatörü veya LVDT probu kullanılır: komparatör, temas kuvvetini kontrol altında tutar ve çözünürlüğü yükseklik ölçerin kendisinin üzerine çıkarabilir (örn. 0.0001 mm çözünürlüklü komparatör + 0.001 mm dijital ölçer kombinasyonu). Bu kurulum, yükseklik ölçeri hassas bir transfer standına dönüştürür.
Dijital Yükseklik Ölçerde Sık Kullanılan Fonksiyonlar
- Absolute / Incremental (ABS/INC) geçişi: ABS modda ölçüm her zaman granit yüzeyi referans alır; INC modda herhangi bir noktayı geçici sıfır olarak atayarak adım ölçümü yapılır.
- Preset (ön ayar): Hedef boyuta önceden bir değer girilerek sapma doğrudan görüntülenir; go/no-go kontrol hızlanır.
- SPC / veri çıkışı (Digimatic veya RS-232): Seri ölçümlerde her değeri otomatik aktarmak için bilgisayara veya veri toplayıcıya bağlanılır.
- İnç/mm dönüşümü: Tek tuşla birim değiştirme; yabancı çizimlerle çalışırken manuel hesap gerekmez.
- Alarm tolerans ayarı: Alt ve üst tolerans sınırları girilerek görsel veya sesli uyarı alınır.
Kalibrasyon ve Bakım
ISO 13225 kapsamındaki yükseklik ölçerler, kullanım yoğunluğuna göre periyodik kalibrasyon gerektirir; tipik aralık 6–12 aydır. Kalibrasyon, sertifikalı ölçü blokları (gauge block) ile referans değerlerin karşılaştırılması esasına dayanır. Elektronik yükseklik ölçer kalibrasyoncuları (calibrator), aynı granit yüzey üzerinde aletin sıfır ve aralık hatalarını hızlı şekilde tespit eder. Mekanik koruma açısından kolonu temiz tutun, oksitlenmeyi önlemek için hafif yağlayın; düşürme veya çarpma sonrası, kullanmadan önce kalibrasyon tekrarlayın.

Sıkça Sorulan Sorular
Yükseklik ölçer ile derinlik ölçer arasındaki fark nedir?
Yükseklik ölçer, referans yüzeyden (genellikle granit plaka) dikey yükseklik ölçer; taban sabit kalırken ölçüm kafası yukarı hareket eder. Derinlik ölçer ise bir delik, kanal veya basamağın derinliğini ölçmek için köprü yüzeyinden aşağıya uzanan bir çubuk kullanır. Her iki alet de aynı metroloji platformunda kullanılabilir, ancak ölçüm yönleri tersinedir.
Vernier yükseklik ölçerin en küçük bölüm değeri (least count) nasıl hesaplanır?
Standart 0.02 mm least count için ana ölçekte 49 mm, vernier ölçekte 50 bölüm kullanılır: 49/50 = 0.98 mm. Ana ölçek bölüm değeri (1 mm) ile vernier bölüm değeri (0.98 mm) arasındaki fark 0.02 mm, yani least count değeridir. Bazı modeller 0.05 mm (20 bölümlü vernier) veya daha kaba çözünürlükte üretilir.
Dijital yükseklik ölçeri yüzey plakası olmadan kullanabilir miyim?
Yüzey plakası olmadan da ölçüm yapılabilir; örneğin makine tezgahı masası üzerinde bağıl (relative/incremental) yükseklik farkı ölçülebilir. Ancak tezgah yüzeyinin düzlüğü granit plakadan düşük olacağından mutlak yükseklik doğruluğu garanti edilmez. Kalite kontrol ve muayene uygulamalarında her zaman sertifikalı bir granit plaka tavsiye edilir.
ISO 13225 standardı ne düzenler?
ISO 13225, yükseklik ölçerlerin tasarımı, terminolojisi, doğruluk gereksinimleri ve test yöntemlerini tanımlar. Maksimum izin verilen hatayı (Maximum Permissible Error, MPE) nominal ölçüm aralığına ve alet tipine göre belirler. 300 mm aralıklı standart dijital yükseklik ölçer için MPE tipik olarak ±0.03 mm olarak belirtilir; premium sınıf (örn. Mitutoyo 570 serisi) ±0.025 mm'ye kadar düşer.
Yükseklik ölçerde scribing (işaretleme) ile ölçüm aynı anda yapılabilir mi?
Evet. Dijital ölçerde istenen yükseklik değeri girilip sabitlenir, cizici kilitlenir ve alet yüzey plakası üzerinde yavaşça ileri geri hareket ettirilerek parça yüzeyine çizgi çizilir. Klasik düzen boyası (layout dye) uygulanmış yüzeylerde cizici izi net görünür. Bu yöntem, frezeleme ve tornalama öncesi parça işaretlemesinde sık kullanılır.