Taşlama Diski Nedir, Nasıl Seçilir: Abrasif ve Bağlayıcı
Yanlış disk seçimi; yüzey kalitesini bozmakla kalmaz, diske binen aşırı ısı ve titreşim güvenlik riskine dönüşür. Doğru seçim üç eksende yapılır: abrasif türü, bağlayıcı (bond) ve disk geometrisi.
Açılı taşlama makinelerinde kullanılan diskler, endüstriyel metal işlemenin en yaygın tüketim malzemesidir. Aynı zamanda en çok özensiz seçilen malzemelerden biridir: 'alüminyum oksit her işe yarar' ya da 'ince disk daha hızlı keser' gibi genellemeler, hem iş kalitesini hem de iş güvenliğini olumsuz etkiler. Aşındırma ve Parlatma kategorisinde on farklı disk ailesi bulunur; hangisinin hangi uygulamaya uyduğunu belirleyen şey abrasif mineralin cinsi, bağlayıcı tipi ve disk formudur.
Abrasif Türleri: Hangi Mineral, Hangi Malzemeye?
Taşlama diskinin kesen kısmı abrasif taneciklerdir; bağlayıcı bunları bir arada tutar. Abrasif mineralin seçimi, işlenecek malzemenin çekme mukavemetine ve tokluğuna göre yapılır.
- Alüminyum oksit (Al₂O₃): Çelik, dökme demir, yüksek alaşımlı çelik ve ferröz metaller için standart seçim. Kahverengi/gri normal korundum (NK), beyaz/pembe soy korundum (EK/WA) ve yarı-soy korundum (HK) alt sınıflarına ayrılır. NK hızlı talaş kaldırmada, WA hassas taşlama ve HSS takım bileme işlemlerinde öne çıkar.
- Silisyum karbür (SiC): Alüminyum, bakır, pirinç gibi demir dışı metaller; taş, seramik ve kompozit malzemeler. Sertlik bakımından alüminyum oksiti geçer ancak kırılgandır; ferröz metalde hızla aşınır.
- Zirkonya alümina (ZA): Normal korunduma göre 3-5 kat daha uzun ömür; paslanmaz çelik, titanyum ve sert alaşımlarda öne çıkar. Kendini yenileyen (self-sharpening) mikrokristal yapısı sayesinde düşük çalışma sıcaklığı üretir.
- Seramik alümina: En uzun ömürlü konvansiyonel abrasif. Yüksek baskı altında tane başına mikro-kırılma yapar; yüzeyi sürekli taze tutar. Havacılık ve nükleer bileşen taşlamada tercih edilir.
- Elmas ve kübik bor nitrür (cBN): Sert metaller, tungsten karbür ve sertleştirilmiş takım çelikleri için. Galvanik veya reçineli bağlayıcıyla piyasada bulunur; fiyat/parça oranı yüksek, yüksek hacimli imalat için amortismana girer.
Bağlayıcı (Bond) Türleri
Bağlayıcı, abrasif tanecikleri bir arada tutan matristir. Tane köreldiğinde onu bırakıp taze tane açığa çıkarır; bu 'öz-bileyicilik' (self-dressing) prensibinin temelini oluşturur. Bağlayıcı çok sertse körleşmiş taneler düşmez, disk parlar ve ısı artar; çok yumuşaksa disk erken biter.
| Bağlayıcı | Kodu | Özellik | Tipik uygulama |
|---|---|---|---|
| Seramik (camsı) | V | Sert, gözenekli, sıcaklığa dayanıklı; en yaygın hassas taşlama bağlayıcısı | Takım tezgahı, silindirik ve düzlem taşlama |
| Reçineli (fenolik) | B | Darbeli yüke dayanıklı, elastik; yüksek hızda güvenli | Açılı taşlama, kesme, taşınabilir makineler |
| Kauçuk | R | Çok esnek, ince yüzey finişi sağlar | Merkez-delme, polisaj, şerit taşlama |
| Metal bağlayıcı | M | Elmas/cBN için; uzun ömür, düşük aşınma | Sert metaller, seramik, cam kesme |
| Galvanik kaplama | E / EL | Tek kat elmas; en sert yüzey, agresif kesim | Şekillendirme, çapak alma, el aleti |
Disk Geometrisi ve Tip Numaraları
EN 12413 ve ANSI B7.1 standartları disk formlarını tip numaralarıyla tanımlar. Açılı taşlamada en sık karşılaşılan tipler şunlardır:
- Tip 1 (düz disk): İnce kesme diski. Kalınlık genellikle 1.0–3.0 mm; metalden metal kesimde kullanılır. Yan yük uygulanmaz — kırılma riski artar.
- Tip 27 (çanak/girintili merkez): Taşlama diski. Disk düzleminin merkezden hafifçe çökük olması, makine muhafazasından uzakta çalışmayı sağlar. Kalınlık 4–7 mm; yüzey taşlama ve kaynak dikişi temizlemede standart form.
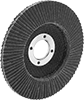
- Kanatli disk (flap disc / Tip 29): Abrasif bezden yapılmış lameller üst üste bindirilmiş formda. Hem taşlama hem yüzey bitirme işlemini birleştirir; iş parçası sıcaklığı düşük, daha düzgün yüzey.
- Naylon ağ disk: Çok düşük agresiflikte; çapak alma, metal yüzeyini renk bozmadan temizleme. Paslanmaz çelik ve aluminyum için uygundur.
Tane Boyutu (Grit) Seçimi
Tane boyutu, ekrandan geçen tane sayısı/inç olarak ifade edilir; büyük sayı = ince tane. Taşlama disklerinde grit sayısı genellikle 16–120 arasında değişir.
| Grit aralığı | Sınıflandırma | Uygun işlem |
|---|---|---|
| 16–24 | Kaba (Very Coarse) | Ağır talaş kaldırma, pas ve boya soyma, döküm kabarma temizleme |
| 36–60 | Orta (Medium) | Kaynak dikişi taşlama, şekil verme, genel yüzey düzeltme |
| 80–120 | İnce (Fine) | Yüzey bitirme, geçiş alanı temizleme, boya öncesi hazırlık |
Sertlik (Grade) ve Disk Ömrü
Disk sertliği, bağlayıcının abrasif taneyi ne kadar sıkı tuttuğunu gösterir; A'dan Z'ye artan harf skalasiyla ifade edilir. Pratik kural: sert malzeme = yumuşak disk, yumuşak malzeme = sert disk. Sert bir iş parçası körelmiş taneleri hızla kırar; yumuşak bir bağlayıcı bu taneleri zamanında bırakıp taze abrasif açar. Tersine gidilirse disk parlayarak ısı üretir ve yüzey yanar.
Tezgah ve Ayaklı Taşlama Makineleri için Disk Seçimi
Tezgah taşlamada disk boyutu (çap × kalınlık × delik), makine flanş standartlarıyla eşleşmelidir. Sert metallerde ve sertleştirilmiş çeliklerde seramik bağlayıcılı disk; alüminyum, pirinç ve yumuşak metaller için silisyum karbür veya kauçuk yastıklı disk tercih edilir. Karbür, seramik ve cam için elmas veya cBN diskler zorunludur.
Güvenlik: Maksimum Devir ve EN 12413
EN 12413:2019 standardı, bağlı abrasif ürünlerin (taşlama diskleri dahil) güvenlik gereksinimlerini tanımlar. Etiketteki maksimum devir (RPM) değeri hiçbir koşulda aşılmamalıdır. Disk çapı küçüldükçe makine aynı watt'ta daha yüksek hat hızına ulaşır; yeni bir küçük disk takıldığında bu değeri kontrol etmek kritiktir. Reçineli bağlayıcılı kesme ve taşlama diskleri için tipik hat hızı sınırı 80 m/s (Tip 27) veya 100 m/s (Tip 1 kesme) olarak işaretlenir.
- Diskler gözle muayene edilmeli; çatlak veya kırık görülen disk kullanılmamalıdır.
- Montaj flanşları disk deliğiyle uyumlu olmalı, yanlış ara parça kullanılmamalıdır.
- Kesme diskleri (Tip 1) yalnızca kesme için kullanılır; yan basınç uygulanmaz.
- Disk muhafazası (guard) çıkarılmaz; açılı taşlama makineleri yalnızca uyumlu disk boyutuyla çalıştırılır.
- İlk çalıştırmada disk 60 saniye boş devir yapmalı ve operatör disk düzleminin dışında durmalıdır.

Pratik Seçim Özeti: Hangi Durumda Ne Kullanılır?
| İşlem | Malzeme | Önerilen abrasif | Disk tipi | Grit |
|---|---|---|---|---|
| Kaynak dikişi taşlama | Karbon çeliği | Alüminyum oksit (A) | Tip 27 | 24–36 |
| Yüzey bitirme + kaynak rengi giderme | Paslanmaz çelik | Zirkonya alümina (ZA) — INOX | Kanatli disk | 40–60 |
| Kesim | Çelik boru / profil | Alüminyum oksit (A) veya ZA | Tip 1, 1–3 mm | — |
| Çapak alma ve temizleme | Al, pirinç, alüminyum | Silisyum karbür (C) veya naylon ağ | Naylon ağ disk | 80–120 |
| Sertleştirilmiş takım taşlama | HSS, karbür | Elmas veya cBN | Reçineli veya galvanik | 46–80 |
| Ağır talaş kaldırma | Döküm demir | Normal alüminyum oksit (NK) | Tip 27, 6–7 mm | 16–24 |
Sıkça Sorulan Sorular
Alüminyum oksit ile silisyum karbür disk arasındaki fark nedir?
Alüminyum oksit, çelik ve ferröz metaller için idealdir; tok ve kademeli aşınır. Silisyum karbür daha sert ancak kırılgan bir mineraldir, demir içermeyen metaller (alüminyum, bakır) ile taş, seramik ve cam işlemede tercih edilir. Ferröz metalde silisyum karbür hızla parçalanır.
Paslanmaz çeliği işlerken neden özel disk gerekmez mi deniyor ama uzmanlar aksini öneriyor?
Standart alüminyum oksit teknik olarak paslanmaz çeliği keser; ancak diskten kopan serbest demir parçacıkları yüzeye gömülerek korozyon odağı (rouging) oluşturur. Bu, gıda, ilaç ve kimya tesislerinde kesinlikle kabul edilemez. 'INOX' veya zirkonya alümina etiketli diskler bu riski ortadan kaldırır.
Disk maksimum RPM aşılırsa ne olur?
Disk merkezkaç kuvvetiyle tasarım sınırının ötesinde zorlanır; reçineli bağlayıcı ani yük altında kırılır ve disk parçalanır. 115 mm çaplı bir disk 12.000 RPM limitli iken 13.000 RPM'de çalıştırılması, parçanın %60'ına kadar kinetik enerjiyi serbest bırakabilir. EN 12413 bu sebeple limit işaretlemesini zorunlu kılar.
Kanatli disk mi, taşlama diski mi tercih edilmeli?
Kanatli disk (flap disc) hem talaş kaldırır hem yüzey bitirir; iş parçasında ısı birikimi düşüktür ve tek geçişte daha düzgün sonuç verir. Taşlama diski (Tip 27) daha agresif talaş kaldırma ve kaynak dikişi kırma için daha uygundur. Yüzey kalitesi öncelikliyse kanatli disk; hız ve agresiflik öncelikliyse Tip 27 tercih edilir.
Disk etiketindeki harf dizisi (ör. A 36 L 5 B) ne anlama gelir?
Bu kodlama ANSI B7.1 / ISO 525 işaret sistemini izler: A = alüminyum oksit abrasif, 36 = tane boyutu (grit), L = sertlik (A-Z skalası, orta-sert), 5 = yapı numarası (tane aralığı yoğunluğu), B = bağlayıcı tipi (B=reçine, V=seramik, R=kauçuk). Üreticiler önek olarak kendi abrasif alt tiplerini (WA, SA, 19A vb.) ekleyebilir.