Taşlama Diski Terbiyesi: Dresör Seçimi ve Redresaj Yöntemi
Körleşmiş ya da şekli bozulmuş bir taşlama diski, hassas tolerans tutturamaz ve yüzey pürüzlülüğünü artırır. Doğru dresör seçimi ve parametreler, diskin ömrünü ikiye katlarken taşlama verimini korur.
Taşlama diskinin yüzeyindeki aşındırıcı taneler zamanla körleşir, yağ veya talaş artıkları pörleri tıkar, disk profili bozulur. Dressing (terbiye), yüzeyden bağlayıcı ve körelmiş taneleri uzaklaştırarak taze kesici kenarları açmayı; truing (redresaj) ise diskin çevresini ve eksenini geometrik olarak doğrultmayı ifade eder. İki işlem çoğunlukla aynı seansda yapılır, ancak amaçları farklıdır. Aşındırma ve Parlatma ürünlerini seçerken bu farkı kavramak, hem dresör hem de disk ömrünü uzatır.
Terbiye ve Redresaj Farkı
Redresaj (truing), disk henüz kesme yapmadan önce ya da uzun kullanım sonrası diskın silindirik veya profil geometrisini yeniden oluşturur. Terbiye (dressing) ise bağlayıcıyı açık tutmak, taneleri keskin bırakmak için daha sık — çoğunlukla her yeni iş parçası serisi başında — uygulanır. Vitrified bağlı alumina ve silisyum karbür diskler için tek işlemde hem redresaj hem terbiye yapılabilir. Elmas ve CBN (küp bor nitrür) süperaşındırıcı disklerde ise truing ve dressing ayrı adım gerektirebilir; süperaşındırıcı diske asla tek noktalı elmas dresör uygulanmaz.
Dresör Türleri
Hangi dresörün seçileceği, disk bağlayıcısına (vitrified, reçine, kauçuk), aşındırıcı türüne ve gereken profil hassasiyetine göre değişir.
| Dresör Türü | Çalışma Prensibi | Güçlü Yön | Tipik Uygulama |
|---|---|---|---|
| Tek noktalı elmas (single-point) | Çeliğe bağlı tek sanayi elması; 10–15° eğimde temas | Yüksek hassasiyet, ince profil | Silindirik taşlama, CNC takım odası |
| Çok noktalı elmas / küme dresör | Birden fazla elmas tanesi geniş yüzeyi aynı anda terbiye eder | Hızlı terbiye, uzun ömür | Kaba terbiye, tezgah taşlama |
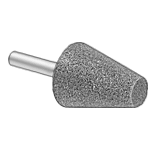
| Döner (rotary) dresör | Elmas kaplı rulo disk, serbestçe ya da tahrikli döner | Profil kopyalama, otomasyon | Form taşlama, CNC profil |
| Terbiye çubuğu (dressing stick) | SiC veya Al₂O₃ bağlı çubuk; diskin yüzeyine bastırılır | Basit kurulum, düşük maliyet | Tezgah / ayaklı taşlama, el aletleri |
| Redresaj (truing) çubuğu | Sert aşındırıcı çubuk; dönme hassasiyetini düzeltir | Geometri doğrultma, dengeleme | Vitrified disk açılışı, profil bozukluğu |
Tek Noktalı Elmas Dresör Kullanımı
Tek noktalı dresörde elmas ucu, disk merkezinin biraz altına gelecek biçimde konumlandırılır. Araç, disk dönüş yönüne doğru 10–15° öne yatırılır (drag angle). Bu açı korunmazsa titreşim (chatter) ve eşit olmayan terbiye oluşur. Uç düzenli olarak 20–40° döndürülmeli, köşe yuvarlaklaşmasına karşı her terbiye seansında farklı bir yüzey kullanılmalıdır.
- İnfeed (derinlik) kaba terbiyede 0.025–0.050 mm (0.001–0.002 inç); ince terbiyede 0.012–0.025 mm (0.0005–0.001 inç).
- Traverse (ilerleme) hızını yavaşlatmak = daha pürüzsüz yüzey; artırmak = daha agresif kesim ama pürüzlü finish.
- Derinliği tane boyutunun 1/3'ünden fazla alma; fazla derinlik taneleri kırarak aşırı aşınmaya yol açar.
- Soğutma sıvısı sürekli akmalı — kuru terbiye ısıl çatlağa neden olabilir.
- Her terbiye geçişi sonrası spark-out geçişi yap; tüm kıvılcım sönünce disk geometrisi stabildir.
Terbiye Çubuğu ile Tezgah Taşlamada Terbiye
Terbiye çubuğu (dressing stick), tezgah ve ayaklı taşlama makinelerinde en pratik seçenektir. Silisyum karbür (SiC) çubuklar alumina (Al₂O₃) disklere, alumina çubuklar ise SiC disklere uygulanır — farklı sertlik kombinasyonu bağlayıcıyı verimli açar. Çubuk disk yüzeyine hafif basınçla tutturularak boyunca ileri-geri hareket ettirilir. Süperaşındırıcı (elmas, CBN) disklerde çubuk yöntemi kullanılır; bu disklere tek noktalı elmas dresör asla uygulanmaz çünkü elmas elmasa zarar verir.
Montajlı ve Hassas Dresörler
Takım odası (toolroom) taşlama tezgahlarında, disk tutucusuna bağlanan montajlı dresörler tutarlı terbiye geometrisi sağlar. Döner parça (rulo ya da saat yuvası geometrisi) veya sabit elmas uç barındıran bu dresörler, her geçişte aynı mesafeyi ve açıyı korur. Özellikle profil taşlamada, formun kopyalanması için döner dresörün dönme hızı oranı (speed ratio) kritiktir: vitrified bağlı diskler için +0.2 ile +0.8 arasındaki oran önerilir. Pozitif oran disk ve dresörün aynı yönde dönmesi anlamına gelir (up-dress); negatif oran ise karşı yönde (down-dress) — down-dress daha agresif terbiye, up-dress daha pürüzsüz yüzey verir.

Terbiye Sıklığı ve İşaret Okuma
Ne zaman terbiye yapılacağını belirlemek, hem disk hem de iş parçası kalitesini etkiler. Aşağıdaki belirtiler diskin terbiyeye ihtiyaç duyduğunu gösterir:
- Taşlama sesi düzden tıkırtıya döner (glazing = bağlayıcı üstü kapanmış).
- İş parçasında yanma izleri veya renk değişimi (ısı yükselmiş).
- Yüzey pürüzlülüğü Ra değeri beklenenin üstüne çıkar.
- Tezgah gücü artışı; motor yükü normalin %15–20 üstüne geçer.
- Disk yüzeyinde parlak yama (loading = yağ veya talaşla dolmuş por).
Güvenli Çalışma
Dresör Ömrünü Uzatmak
Tek noktalı elmas dresörlerin en yaygın aşınma biçimi, temas noktasının düzleşmesidir (flat). Düzleşme fark edildiğinde dresörü 20–40° çevirmek yeni bir keskin kenar açar. Çok noktalı ve montajlı dresörlerde ise aşınan niblər (uç) değiştirilebilir model seçmek, tutucunun uzun süre kullanılmasını sağlar. Terbiye sonrası dresörü temiz tutmak ve kılıfında saklamak, darbe ve kontaminasyona karşı korur.
Sıkça Sorulan Sorular
Terbiye (dressing) ile redresaj (truing) arasındaki fark nedir?
Redresaj (truing), diskin silindirik veya profil geometrisini düzeltir; disk tam yuvarlak ve ekseninde dönmüyorsa uygulanır. Terbiye (dressing) ise bağlayıcıyı açarak taze kesici taneler ortaya çıkarır. Uygulamada her iki işlem genellikle aynı seansta yapılır; ancak CBN ve elmas disklerde ayrı adım gerekebilir.
Elmas veya CBN diske hangi dresör kullanılır?
Süperaşındırıcı (elmas/CBN) disklere tek noktalı elmas dresör uygulanmaz. Bu diskler için SiC veya Al₂O₃ bağlı terbiye çubukları kullanılır; süperaşındırıcı, karşı tarafta daha sert bir malzemeye ihtiyaç duymaz, bağlayıcının açılması yeterlidir.
Terbiye derinliği ne kadar olmalı?
Kaba terbiyede 0.025–0.050 mm (0.001–0.002 inç); ince terbiyede 0.012–0.025 mm (0.0005–0.001 inç). Derinlik hiçbir zaman aşındırıcı tane boyutunun 1/3'ünü geçmemeli; aksi hâlde taneler kırılarak aşırı disk aşıması görülür.
Taşlama sırasında yüzeyde yanma izleri çıkıyor; ne yapmalıyım?
Yanma izi, diskın yüzeyinin kapandığını (glazing) ve ısı yükünün arttığını gösterir. Hemen terbiye yap ve soğutma sıvısı debisini kontrol et. Dresör traverse hızını biraz artırarak daha agresif bir terbiye uygula, ardından spark-out geçişi ile geometriyi stabilize et.
Tek noktalı dresörü ne sıklıkla çevirmeliyim?
Her terbiye seansında, ya da elmas ucun parlak bir yama oluşturduğu fark edildiğinde 20–40° çevir. Bu işlem köşe yuvarlaklaşmasını önler ve dresör ömrünü önemli ölçüde uzatır.