Tamburlu ve Titreşimli Yüzey İşleme Karşılaştırması
Tamburlu ve titreşimli yüzey işleme aynı amaca hizmet etse de parça hareketi, medya teması ve yüzey sonucu bakımından aynı proses değildir. Doğru seçim; yalnız parlaklık hedefiyle değil, geometri, malzeme ve istenen çapak alma seviyesiyle yapılmalıdır.
Tamburlu ve titreşimli prosesin temel farkı


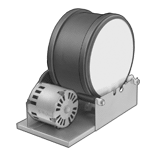
Döner tamburda parça ve medya, kabın dönmesiyle birlikte yükselip düşer; bu nedenle darbe etkisi daha belirgindir. Titreşimli tamburda ise iş parçası, medya yatağı içinde daha sürekli ve kontrollü bir akış izler. Sonuç olarak titreşimli sistemler, görünür yüzey kalitesi ve ölçü tekrarlanabilirliği aranan işlerde; döner sistemler ise daha genel amaçlı çapak alma ve yüzey kırma uygulamalarında öne çıkar. Aşındırma ve Parlatma uygulamalarında farkı belirleyen ana unsur, makinenin adı değil, parçanın medya ile kurduğu temas biçimidir.
| Kriter | Döner tambur | Titreşimli tambur | Santrifüj tambur |
|---|---|---|---|
| Enerji aktarımı | Yuvarlanma ve düşme | Sürekli titreşim akışı | Yüksek ivmeli sık temas |
| Yüzey homojenliği | Orta | Yüksek | Yüksek |
| Kırılgan parça riski | Daha yüksek | Daha düşük | Proses ayarına bağlı |
| Genel çapak alma | Güçlü | Dengeli | Çok güçlü |
| Hassas kenar yuvarlatma | Sınırlı | Uygun | Uygun |
| Çevrim süresi beklentisi | Orta | Orta-kısa | Kısa |
Bir prosesi sadece daha hızlı olduğu için seçmek doğru değildir. İnce cidarlı, delikli veya birbirine dolanma eğilimi olan parçalar için titreşimli akış genellikle daha kontrollüdür. Buna karşılık döner tambur, döküm sonrası kaba çapak alma veya yüzey köşe kırma gibi daha toleranslı işlerde verimli olabilir.
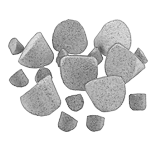
Medya ve proses kimyası seçimi

Makine seçimi kadar medya seçimi de sonucu belirler. Yumuşak metallerde çok agresif medya kullanmak, istenmeyen çizik ve kenar bozulmasına yol açabilir; sert malzemelerde ise zayıf medya, çevrim süresini uzatır ama beklenen etkiyi üretmez. Ayrıca taşıyıcı sıvı ve temizleyici kimyası; talaşın uzaklaştırılması, yüzeyin pasivasyonu ve işlem sonrası kuruma davranışı üzerinde doğrudan etkilidir.
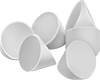
- Medya boyutu, parçadaki en dar deliğe veya kanala sıkışmayacak şekilde seçilmelidir.
- Yumuşak alaşımlarda daha düşük aşındırıcılık ve daha kontrollü parlatma tercih edilmelidir.
- Paslanmaz ve sert çeliklerde çapak alma hedefi varsa daha dayanımlı medya gerekir.
- İşlem banyosu düzenli izlenmezse çamur, yeniden çizme ve renk sapması oluşturabilir.
- Parça-parti karışımı yapılacaksa en hassas geometriye göre proses penceresi kurulmalıdır.
Parça geometrisine göre karar verme
İyi bir karar kuralı şudur: Beklenen sonuç yalnız çapak almak mı, yoksa görünür yüzey kalitesini de iyileştirmek mi? Eğer yüzey, montaj öncesi kozmetik önem taşıyorsa titreşimli prosesler çoğu zaman daha kontrollü sonuç verir. Genel çerçeve için Aşındırma ve Parlatma uygulamalarını malzeme ve hedef sonuca göre birlikte değerlendirmek gerekir.
Titreşimli tambur ne zaman öne çıkar?
İnce sac parçalar, lazer kesim sonrası hafif kenar kırma, işlenmiş küçük parçalar ve görünür dekoratif yüzeyler için titreşimli tambur çoğunlukla daha güvenlidir. Parçaların birbirine çarpma şiddeti daha sınırlı olduğu için köşe korunumu ve yüzey homojenliği daha iyi yönetilir.
Döner tambur ne zaman daha uygundur?
Döküm, pres veya kaba kesimden gelen ve kozmetik beklentisi sınırlı olan parçalar için döner tambur yeterli olabilir. Basit geometriye sahip, sağlam kesitli ve birbirine dolanma riski düşük parçalar bu proseste verimli işlenir.
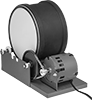
Santrifüj tambur nerede anlamlıdır?
Yüksek adetli küçük parçalarda, proses süresini kısaltmak veya daha yoğun bir yüzey iyileştirme elde etmek istendiğinde santrifüj sistemler değerlendirilir. Ancak bu yaklaşım, özellikle hassas ölçülü parçalarda deneme partisi ve net proses sınırları gerektirir.
Kalite kontrol ve operasyon disiplini
Yüzey işleme proseslerinde tutarlılık, makineden çok proses disiplininden gelir. Dolum oranı, medya aşınma seviyesi, banyo temizliği, kurutma yöntemi ve parti başına yükleme mantığı sabit değilse sonuç da sabit olmaz. Özellikle teknik resim veya montaj uyumu kritikse, işlem öncesi ve sonrası kenar durumu tanımlanmalı; gerekiyorsa DIN EN ISO 4287 çerçevesinde pürüzlülük takibi yapılmalıdır.
Özetle seçim şu mantıkla yapılmalıdır: kaba ve genel amaçlı çapak alma için döner tambur; daha kontrollü, daha homojen ve görünür yüzey odaklı işler için titreşimli tambur; yoğun enerji ve daha kısa çevrim ihtiyacı için santrifüj yaklaşımı. Uygun medya ve temizleyici olmadan hiçbir makine tek başına iyi sonuç vermez. Bu nedenle Aşındırma ve Parlatma içinde ekipman, medya ve proses kimyasını tek paket olarak ele almak en doğru yaklaşımdır.
Sıkça Sorulan Sorular
Titreşimli tambur her zaman daha iyi yüzey verir mi?
Hayır. Titreşimli sistemler çoğu uygulamada daha homojen sonuç verebilir; ancak kaba çapak alma ihtiyacı yüksek, geometri basit ve kozmetik beklenti düşükse döner tambur daha uygun olabilir.
Aynı medya hem alüminyum hem paslanmaz için kullanılabilir mi?
Genel olarak önerilmez. Yumuşak metallerde yüzey izleri ve kir taşınması, sert metallerde ise yetersiz etki görülebilir. Medya seçimi malzeme sertliği ve hedef sonuca göre ayrılmalıdır.
Tamburlama sonrası yüzey lekesi neden oluşur?
En yaygın nedenler kirli proses banyosu, uygun olmayan temizleyici kimyası, yetersiz durulama ve düzensiz kurutmadır. Problem çoğu zaman makineden değil proses hijyeninden kaynaklanır.