Soğuk Testere Bıçağı: Sıcak Kesime Göre Avantajları
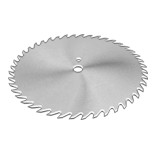
Soğuk testere bıçağı, kesmeyi ısıyla değil diş geometrisi, doğru devir ve kontrollü ilerleme ile yapan bir dairesel kesme takımidir. Özellikle çubuk, boru ve profil işlerinde daha temiz yüzey, daha düşük çapak ve daha öngörülebilir ölçü davranışı istendiğinde öne çıkar.
Soğuk testere bıçağı nedir?

Soğuk testere bıçaklarında esas amaç, kesilen malzemeyi yerel olarak eritmek ya da yakmak değil, talaş kaldırarak ayırmaktır. Bu nedenle kesme yüzeyi daha düzgün kalır, kenarda renk değişimi ve ısıdan etkilenmiş bölge riski azalır. Testereleme ve Kesme içinde bu yaklaşım özellikle metal işleme tarafında önemlidir; çünkü sonraki işlem kaynak, diş açma, yüzey hazırlığı veya hassas montaj olabilir.
Pratikte performansı belirleyen şey yalnız bıçağın çapı değildir. Malzeme cinsi, et kalınlığı, diş sayısı, makine devri, ilerleme miktarı, bağlama rijitliği ve kesme sıvısı birlikte düşünülmelidir. Paslanmaz çelikte sürtünme ve ısı birikimi daha kritik hale gelirken, dökme demirde kırılgan talaş davranışı farklı bir diş yaklaşımı gerektirebilir.
İyi bir kesim yalnız parçayı ayırmaz; sonraki operasyona mümkün olduğunca temiz bir yüzey bırakır.
Sıcak kesimden farkı nedir?

Sıcak kesimde ısı, malzemeyi ayırmanın aktif bir parçasıdır. Bu yaklaşım köpük, bazı plastikler, tekstil benzeri lifli yapılar veya kenarın eşzamanlı kapanmasının istendiği malzemelerde avantajlı olabilir. Soğuk testere ise metallerde ve boyutsal kontrol aranan işlerde farklı bir mantıkla çalışır: diş keser, malzeme talaş olarak çıkar ve yüzey geometrisi daha öngörülebilir kalır. Testereleme ve Kesme seçimi yapılırken temel soru şudur: Hedef yalnız ayırmak mı, yoksa kesim sonrası yüzeyi de prosesin parçası olarak korumak mı?
| Kriter | Soğuk testere | Sıcak kesim |
|---|---|---|
| Kesme prensibi | Dişli talaş kaldırma | Isı ile yumuşatma, eritme veya yakarak ayırma |
| Kenar sıcaklığı | Genellikle daha düşük | Daha yüksek |
| Yüzey kalitesi | Daha temiz ve kontrollü | Malzemeye göre erime, yapışma veya renk değişimi görülebilir |
| Çapak ve ikincil işlem | Doğru ayarda düşük olabilir | Ek temizleme ihtiyacı artabilir |
| Uygun malzeme profili | Metal çubuk, boru, profil | Köpük, plastik, tekstil ve ısıl ayırmaya uygun malzemeler |
Doğru bıçak seçiminde hangi noktalar belirleyicidir?
İyi seçim, katalogdan ilk uygun çapı almak değildir. Malzeme sertliği, kesit şekli ve üretim temposu birlikte değerlendirilmelidir. İnce cidarlı boruda fazla iri diş adımı titreşim ve kenar deformasyonu yaratabilir; masif kesitte ise fazla sık diş yapısı talaş tahliyesini zorlayabilir. Testereleme ve Kesme tarafında en sık hata, bıçağı makineye uydurmak yerine makineyi ve parçayı aynı anda düşünmemektir.
- Malzemeyi net ayırın: karbon çeliği, dökme demir ve paslanmaz aynı yükü oluşturmaz.
- Kesit formunu değerlendirin: dolu çubuk, boru ve profil farklı diş davranışı ister.
- Diş sayısını et kalınlığıyla eşleyin: ince kesitte daha dengeli giriş, kalın kesitte daha iyi talaş tahliyesi gerekir.
- Mil, göbek ve burç uyumunu kontrol edin: küçük salgı bile yüzey kalitesini ve bıçak ömrünü bozar.
- Devir, ilerleme ve kesme sıvısını birlikte ayarlayın: tek bir parametreyi büyütmek çoğu zaman çözüm değildir.
Burç, devir ve soğutma birlikte düşünülmeli
Bıçak merkezleme hatası çoğu zaman malzeme ya da diş geometrisi sorunu sanılır. Oysa uygun olmayan burç seçimi, flanş yüzeyindeki kir veya zayıf sıkma doğrudan yalpalama yaratır. Bu yalpalama dişleri eşit olmayan yüke sokar; sonuç olarak bir tarafta çapak, diğer tarafta erken körelme görülür. Paslanmaz çelik kesiminde bu etki daha belirgindir; düşük ısıl iletkenlik nedeniyle diş ucunda biriken enerji hızla performans kaybına dönebilir.
Hangi uygulamalarda öne çıkar?
Soğuk testere bıçağı; çelik çubuk, mekanik boru, kutu profil ve seri boy kesme işlerinde öne çıkar. Ölçü tekrarı, kesim yüzeyinin düzgünlüğü ve sonraki montaj kolaylığı önemliyse mekanik kesme yaklaşımı güçlü avantaj sağlar. Özellikle kaynak öncesi ağız hazırlığı, talaşlı işlem öncesi ön kesim veya çapaksızlığa yakın yüzey beklentisi olan atölyelerde faydası belirgindir.
Sıcak kesim ise daha çok ısının proses avantajına dönüştüğü malzemelerde anlamlıdır. Köpük, plastik ya da lifli yapıların bazı tiplerinde kenarın dağılmasını azaltmak için tercih edilebilir. Bu yüzden duafsan yaklaşımında doğru soru şudur: Malzemeyi ayırmak mı istiyorsunuz, yoksa ısıyla şekli eşzamanlı olarak kontrol etmek mi? Cevap, kullanılacak takım ailesini doğrudan belirler.
Sıkça Sorulan Sorular
Soğuk testere bıçağı paslanmaz çelikte kullanılabilir mi?
Evet, ancak paslanmaz için uygun bıçak geometrisi, doğru devir ve yeterli kesme sıvısı gerekir. Paslanmazın kesme direnci ve ısı birikimi eğilimi karbon çeliğinden farklıdır.
Soğuk testere kesiminde neden yine de çapak oluşur?
Çapak çoğu zaman kör diş, yanlış ilerleme, uygun olmayan diş adımı, zayıf bağlama veya salgıdan kaynaklanır. Bıçağın soğuk tipte olması tek başına temiz kesim garantisi vermez.
Dairesel testere bıçağı burcu neden önemlidir?
Burç, bıçağın milde merkezli çalışmasına yardım eder. Uygunsuz tolerans veya kötü oturma yalpalama oluşturur; bu da yüzey kalitesini, ses seviyesini ve takım ömrünü olumsuz etkiler.