Skalpel ve Bisturi: Endüstriyel Hassas Kesimde Ağız ve Biçim Seçimi
Skalpel ve bisturi, endüstride aynı işi yapan iki farklı ad gibi görünse de doğru seçim bıçağın adından çok ağzına, rijitliğine ve malzemeyle kurduğu temasa bağlıdır. İnce filmden yumuşak contaya kadar hassas kesimde yüzey kalitesini belirleyen esas konu, kesicinin kesme mekanizmasıdır.
Skalpel ve bisturi endüstride nerede ayrılır?
Atölye ve üretim hattında "skalpel" genellikle dar gövdeli, değiştirilebilir ağızlı ve yönlendirmesi kuvvetli el kesicileri anlatır. "Bisturi" ise daha ince uç, daha kısa ağız ve daha kontrollü giriş hareketi çağrıştırır. Ancak Testereleme ve Kesme uygulamalarında seçim terminolojiyle değil, kesimin sürükleyerek mi yoksa bastırarak mı yapılacağıyla başlar.
İnce polimer film, laminat, köpük, etiket taşıyıcısı veya yumuşak conta levhasında düşük kuvvetle ilerleyen keskin bir ağız genellikle en temiz sonucu verir. Buna karşılık lifli yüzeylerde, yapışkanlı katmanlarda veya kesim sırasında kenar kapanması oluşan malzemelerde tek başına ince jilet her zaman yeterli olmaz; bıçağın salınımı, sürtünmesi ve ısı etkisi de önem kazanır.
Ağız geometrisi ve kesim davranışı
| Kesici ailesi | Uygun malzemeler | Kesim karakteri | Öne çıktığı durum | Temel sınırlama |
|---|---|---|---|---|
| Hassas kesim jilet bıçakları | Film, ince kauçuk, kağıt, folyo, etiket | Düşük kuvvetli, temiz ve dar hat | Kısa doğrusal kesiler ve trim işleri | Kalın veya lifli malzemede hat sapması artabilir |
| Ultrasonik hassas bıçaklar | Yapışkanlı katmanlar, teknik tekstiller, bazı termoplastikler | Sürtünmeyi azaltan, daha akıcı ilerleme | Çekme, yapışma ve kenar kabarmasını düşürmek istendiğinde | Her malzeme için gerekli değildir; proses uyumu aranır |
| Dairesel conta kesiciler | Conta levhası, elastomer, fiber levha, yumuşak plaka | Merkezden referanslı, tekrarlanabilir dairesel kesim | İç ve dış çapın düzgün tutulması gerektiğinde | Serbest form veya dar köşe detaylarında uygun değildir |
Pratikte ince ve sivri ağız, küçük radyüsleri ve dar köşeleri daha iyi takip eder; daha rijit ve kısa ağız ise düz hatta sapmayı azaltır. Kesme açısı küçüldükçe giriş kolaylaşır, fakat çok ince ağız darbeye ve yan yüke daha hassas hale gelir. Bu yüzden malzeme sertliği kadar operatör hareketi, bağlama yöntemi ve alt yüzey de değerlendirilmelidir.
Malzemeye göre doğru kesici

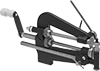

Poliüretan köpük, ince kauçuk, mantar-kauçuk, fiber ve PTFE esaslı yumuşak levhalarda kesim kalitesi çoğu zaman ağız keskinliğinden sonra ikinci olarak altlığın uygunluğuna bağlıdır. Özellikle Testereleme ve Kesme içinde yer alan conta odaklı kesiciler, dairesellik ve tekrar edilebilirlik beklentisi olan işlerde serbest el bıçağına göre belirgin avantaj sağlar.
- İnce film ve etiket taşıyıcısında ince ağızlı jilet tipi kesici daha temiz başlangıç verir.
- Yapışkanlı veya sürtünmeye duyarlı yüzeylerde ultrasonik kesim kenar çekmesini azaltabilir.
- Yumuşak conta levhasında iç-dış çap gerekiyorsa dairesel conta kesici daha tutarlı sonuç üretir.
- Dokuma, ince keçe veya lifli yüzeylerde bıçak yerine ince uçlu hafif makas daha kontrollü olabilir.
- Bakım ve saha işlerinde çok amaçlı kesici, tek bir geometriye bağlı kalmadan esnek kullanım sağlar.
Proses kalitesi, güvenlik ve tekrar edilebilirlik
Hassas kesimde iyi sonuç yalnızca kesiciden gelmez. Malzemenin sabitlenmesi, kesim hattının görünürlüğü, operatörün bilek açısı ve bıçak değişim disiplini doğrudan parça kalitesine yansır. Çok bastırarak tek geçişte kesmek yerine, kontrollü ve sığ birkaç geçiş yapmak çoğu ince malzemede daha az çapak ve daha düzgün kenar verir.
- Kesim öncesi malzemeyi kaymayacak şekilde destekleyin.
- Aynı işte bıçak tipi, tutucu ve altlık kombinasyonunu standardize edin.
- Kenar kalitesini yalnız gözle değil, montaj uyumu ve çapak davranışıyla değerlendirin.
- Bıçak köreldiğinde daha fazla kuvvet uygulamak yerine ağız değiştirin.
- Operatör güvenliği için geri çekilebilir veya korumalı gövde tercih edin.
Hassas kesimde kaliteyi çoğu zaman bıçağın sertliği değil, kesim geometrisinin malzemeyle uyumu belirler.
Satın alma için kısa seçim çerçevesi
Satın alma tarafında doğru soru, "hangi bıçak daha keskin" değil, "hangi geometri bu malzemede daha kararlı" olmalıdır. Malzeme tipi, kalınlık aralığı, kesim şekli, çevrim sıklığı ve operatör sayısı birlikte ele alındığında gereksiz çeşitlilik azalır. Bu yaklaşım, hem sarf tüketimini hem de operatöre bağlı kalite dalgalanmasını düşürür.
Başlangıç noktası olarak Testereleme ve Kesme içinde uygulamaya en yakın aileyi seçip deneme parçası üzerinden kenar kalitesi, kuvvet ihtiyacı ve tekrar edilebilirliği birlikte değerlendirmek en sağlıklı yöntemdir. İsim benzerliğine değil, kesim davranışına göre karar vermek uzun vadede daha doğru standardizasyon sağlar.
Sıkça Sorulan Sorular
Skalpel ile bisturi arasında endüstriyel kullanımda gerçek bir fark var mı?
Çoğu uygulamada fark adlandırmadan çok ağız formu ve tutucu tasarımındadır. Endüstride seçim, sivri uç, rijitlik, erişim mesafesi ve değiştirilebilir bıçak yapısına göre yapılır; bu yüzden aynı işi yapan iki ürün farklı isimlerle anılabilir.
Ultrasonik hassas bıçaklar hangi durumda anlamlı olur?
Yapışkanlı katmanlarda, bazı termoplastiklerde ve kesim sırasında malzemenin bıçağa yapıştığı işlerde avantaj sağlayabilir. Ama her proses için zorunlu değildir; önce klasik kesicide sürtünme, çekme veya kenar kabarması problemi olup olmadığına bakılmalıdır.
Bıçak çok sık köreliyorsa önce neyi kontrol etmek gerekir?
İlk olarak kesilen malzemenin doldurucu, lif veya aşındırıcı içerip içermediği incelenmelidir. Ardından altlık sertliği, kesim açısı, tek geçişte aşırı kuvvet uygulanıp uygulanmadığı ve operatörün yan yük bindirip bindirmediği kontrol edilmelidir.