Silindir Hon Taşları: İç Çap Honlama ve Ölçü Payı
İç çap honlama, kaba talaş sonrası kalan geometri hatasını ve yüzey pürüzlülüğünü hedef toleransa çeken son işlemdir. Doğru hon taşı seçimi; malzeme, pay miktarı ve uygulanan ekipman tipine göre birlikte değerlendirilmelidir.
Honlama, delik iç yüzeyinde çapraz tarama (crosshatch) deseni oluşturarak hem geometriyi (silindriliği) düzelten hem de yağ tutma kapasitesini artıran bir aşındırma yöntemidir. Piston silindirlerinden hidrolik blok borularına, pnömatik valflerden dişli gövdelerine kadar geniş bir yelpazede uygulanır.
Hon Taşı Tipleri ve Çalışma Mantığı
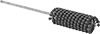
Silindir hon taşları iki ana mekanik tasarıma ayrılır: esnek (ball-style / spring-loaded bilye taşlı) ve sert ayarlanabilir (expanding mandrel). Esnek honlar; matkap ya da avuç taşlama üzerinde hızla kullanılabilir, hafif pay alma ve yüzey temizleme işlemleri için idealdir. Sert honlar ise tezgâh uygulamalarında daha yüksek basınçla geometri düzeltmesine olanak tanır.

Honlama Payı: Ne Kadar Bırakılmalı?
Honlama payı, bir önceki işlemden (taşlama, raybalama veya delik delme) sonra iç çapta bırakılan malzeme miktarıdır. Pay çok fazla olursa hon taşı gereğinden hızlı aşınır; çok az olursa geometri hatası tam düzeltilemez. Genel uygulamada bu değer malzeme ve önceki işlem kalitesine göre değişir; kesin bir rakam öngörülemiyorsa işlem bazında deneme ile belirlenmesi önerilir.
| Malzeme | Önceki İşlem | Tipik Pay Aralığı |
|---|---|---|
| Çelik (orta sertlik) | Hassas delik delme | Düşük — ince hon yeterli |
| Çelik (sertleştirilmiş) | Taşlama | Minimum — sadece yüzey düzeltme |
| Dökme demir | Raybalama | Orta — çapraz tarama için yeterli |
| Alüminyum | Delik delme | Orta — geometri düzeltmesi öncelikli |
| Paslanmaz çelik | Hassas raybalama | Düşük — aşırı ısınmaya dikkat |
Abrasif Seçimi: Malzemeye Göre Hon Taşı
Hon taşının abrasif türü ve bağlayıcı sertliği, işlenecek malzemeye göre seçilmelidir. Aşındırma ve parlatma kategorisinde üç temel abrasif kullanılır: alüminyum oksit (genel çelik ve dökme demir), silisyum karbür (alüminyum, bronz ve yumuşak metaller) ve CBN/elmas (sertleştirilmiş çelik ve özel alaşımlar). Bağlayıcı sertliği ise malzeme sertliği ile ters orantılıdır: sert malzeme — yumuşak bağlayıcı; yumuşak malzeme — sert bağlayıcı.
- Alüminyum oksit: Çelik, dökme demir ve genel amaçlı iç çap işlemede yaygın tercih.
- Silisyum karbür: Alüminyum, pirinç ve bronz gibi yumuşak metallerde daha keskin kesme ve düşük ısı üretimi.
- CBN (Kübik Bor Nitrür): Sertleştirilmiş takım çelikleri ve özel alaşımlar için uzun ömürlü seçenek.
- Elmas abrasif: Seramik ve kompozit gibi çok sert, kırılgan malzemelerde tercih edilir.
- Kaba + ince kademe kombinasyonu: Yüksek pay ve düşük pürüzlülük hedefinin bir arada olduğu uygulamalarda iki aşamalı süreç önerilir.
Tezgâh Uygulamaları için Sert Honlar
Seri üretim ve yüksek tekrar hassasiyeti gerektiren uygulamalarda sert mandrel honlar tezgâha bağlanarak kullanılır. Bu honlarda çap ayarı mikrometre düzeyinde yapılabilir; her taş değişiminde ayar tekrar edilmeden standart çap korunabilir.
Sıkça Sorulan Sorular
Sıkça Sorulan Sorular
Esnek ve sert silindir hon arasındaki fark nedir?
Esnek honlar, yay yüklü bilye taşlarıyla delik çapına otomatik uyum sağlar ve el aleti ile hızlıca kullanılabilir; hafif pay alma ile yüzey temizleme için uygundur. Sert honlar ise ayarlanabilir mandrel ile daha yüksek basınç uygular, geometri düzeltmesinde ve tezgâh uygulamalarında daha iyi kontrol sunar.
Honlama sonrası hangi yüzey pürüzlülüğü değerleri elde edilir?
Ulaşılabilecek Ra değeri; abrasif boyutu, bağlayıcı sertliği, devir ve ilerleme hızına bağlıdır. İnce honlama genellikle kaba taşlamadan çok daha düşük pürüzlülük üretir; ancak kesin değer işlem parametrelerine ve malzemeye göre değiştiğinden, üretici taşı ile denemeli proses geliştirme önerilir.
Honlama sıvısı şart mı?
Honlama sıvısı (soğutma-yağlama) talaşı taştan uzaklaştırır, ısınmayı sınırlar ve yüzey kalitesini artırır. Çoğu sert metal uygulamasında önerilir; alüminyum ve yumuşak metaller için uygun viskozitede yağ ya da emülsiyon kullanımı taşın tıkanmasını engeller.