Şerit Testere Bıçağı Seçimi: Malzeme ve Diş Sayısı
Şerit testere bıçağı seçimi; TPI (inç başına diş sayısı), diş formu ve bıçak malzemesini doğru eşleştirmeyi gerektirir. Yanlış TPI tek başına bıçağı yakabilir, dişleri koparabilir ya da kesim yüzeyini kullanılamaz hale getirebilir.
Şerit testere bıçağı seçiminde üç parametre belirleyicidir: bıçak malzemesi (yüksek karbonlu çelik, bimetal veya karbür), TPI (teeth per inch — inç başına diş sayısı) ve diş formu (regular, skip, hook). Bu üçü malzeme türüne, kesit kalınlığına ve istenen yüzey kalitesine göre birlikte seçilmelidir. Testereleme ve Kesme kategorisindeki bıçakları incelerken bu parametreleri birlikte değerlendirmek, verimli ve güvenli kesim için zorunludur.
Bıçak malzemesi: Yüksek karbonlu çelik mi, bimetal mi, karbür mü?
Bıçak malzemesi; kesilen malzemenin sertliğine, kesim hacmine ve bütçeye göre belirlenir. Üç ana sınıf vardır.
| Malzeme | Diş sertliği | Tipik uygulama | Ömür (göreli) |
|---|---|---|---|
| Yüksek karbonlu çelik (HCS/HB) | ~64 HRC | Ahşap, plastik, alüminyum gibi yumuşak malzemeler | Düşük |
| Bimetal — M42 (%8 Co HSS) | 68–69 HRC | Yapısal çelik, paslanmaz, boru, profil | Yüksek |
| Bimetal — M51 (%10 Co HSS) | 69–70 HRC | Sertleştirilmiş çelik, yüksek alaşımlı çelikler | Çok yüksek |
| Karbür uçlu (TCT) | >70 HRC | Titanyum, nikel alaşımı, ısıl işlem görmüş parçalar | Maksimum |
Bimetal bıçaklar, yay çeliği bir gövdeye elektron kaynağıyla birleştirilmiş HSS diş şeridi içerir. M42 diş kenarı, kesme bölgesinde 600 °C'ye kadar sertliğini korur; bu özelliği onu orta ve ağır metal kesimlerde standart seçenek yapar. M51, %10 kobalt içeriğiyle M42'ye kıyasla daha uzun ömür sunar ancak kırılganlığa karşı hafif daha hassastır. Saf karbür uçlu bıçaklar, Rockwell C60–62 ve üzeri malzemelerde devreye girer; maliyeti yüksek ama değiştirme sıklığını dramatik biçimde düşürür.
TPI (inç başına diş sayısı) seçimi
TPI, kesilen malzemedeki aktif diş sayısını belirler. Temel kural: Aynı anda kesim bölgesinde en az 3, en fazla 12–24 diş temas halinde olmalıdır. 3'ün altında kalan diş sayısı aşırı yük ve diş kopmasına, 24'ün üzerindeki diş yoğunluğu ise talaş yuvalarının (gullet) dolmasına ve bıçak ısınmasına neden olur.
TPI hesabı basittir: malzemenin kesit kalınlığını (mm veya inç) bilmek yeterlidir. İnce kesit → yüksek TPI; kalın kesit → düşük TPI.
| Kesit kalınlığı | Önerilen TPI aralığı | Notlar |
|---|---|---|
| < 3 mm (ince sac, tüp duvarı) | 18–32 TPI | Wavy set (dalgalı set) titreşimi azaltır |
| 3–6 mm | 14–18 TPI | Variable pitch (değişken adım) vibrasyonu keser |
| 6–25 mm (profil, boru) | 10–14 TPI | En yaygın endüstriyel aralık |
| 25–75 mm (katı çelik çubuk) | 6–10 TPI | Geniş talaş yuvası; soğutma/yağlama kritik |
| > 75 mm (ağır blok, dövme) | 3–6 TPI | Hook tooth tercih edilir; agresif besleme |
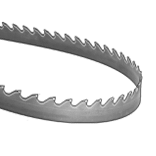
Diş formu: Regular, skip ve hook
TPI kadar önemli olan diş geometrisi, malzemenin nasıl kesildiğini ve talaşın nasıl tahliye edildiğini belirler. Üç temel form vardır:
- Regular (standart diş): 0° rake açısı, dar talaş yuvası, ince talaş üretir. Sert ve kırılgan metallerde (dökme demir, sertleştirilmiş çelik) kontrollü kesim sağlar. Hassas yüzey gerektiğinde tercih edilir.
- Skip (atlama dişi): Her iki dişten biri atlanır; geniş talaş yuvası yumuşak malzemelerin (alüminyum, plastik, ahşap) yığılarak bıçağı tıkamasını engeller. 0° rake ile agresif olmayan bir kesim sunar.
- Hook (çengel diş): +10° pozitif rake açısı, derin talaş yuvası. Bıçak malzemeye kendiliğinden çekilir; kalın metal bloklarda ve katı çeliklerde hızlı talaş kaldırır. Talaş tahliyesi en iyisidir.
Diş seti: Raker mi, dalgalı (wavy) mi?
Diş seti, dişlerin sola-sağa açılma biçimidir; kesim eni (kerf) ve titreşim üzerinde doğrudan etkisi vardır.
- Raker set: Sağ-sol-düz tekrarlayan düzen. Orta ve kalın kesitlerde standarttır; köşe kesimde öngörülebilir davranış.
- Wavy (dalgalı) set: İnce malzeme ve boru kesiminde tercih edilir; birden fazla diş grubu küçük açılarla kademelenir, titreşim ve çapak azalır.
- Variable pitch (değişken adım): Sabit TPI yerine birbiriyle değişen iki farklı diş adımı (örn. 10/14 TPI) kullanılır. Rezonans titreşimini kırar; ince duvarlı profil ve boru için güçlü seçenek.
Kesim sonrası kalan çapak ve kenar fazlalıkları, parçanın montaja ya da bir sonraki işleme hazır hale gelmesi için temizlenmelidir. Sac kenarlarındaki çapak alma kazıyıcıları ve seramik kazıyıcılar, bıçak izini ve kenar çapağını el ile düzeltmek için pratik araçlardır.


Bıçak genişliği ve kesim hızı
Bıçak genişliği (eni), minimum kesim yarıçapını belirler: dar bıçaklar (6–10 mm) kontur kesimlere uygunken geniş bıçaklar (19–50+ mm) düzgün doğrusal kesim ve rijitlik sağlar. Kesim hızı malzemeye göre düzenlenir: yumuşak metaller daha yüksek hıza izin verirken sert alaşımlar ve paslanmaz çelik düşük hız + bol soğutma sıvısı ister. Hız/besleme tabloları genelde makine ve bıçak üreticisi tarafından sağlanır; bıçak malzemesini (M42/M51/karbür) ve kesilen malzemenin Brinell sertliğini birlikte değerlendirin.
Hızlı seçim özeti
Aşağıdaki kombinasyonlar yaygın atölye senaryoları için başlangıç noktası olarak kullanılabilir. Spesifik malzeme sertliği ve makine kapasitesine göre ince ayar yapılmalıdır.
| Senaryo | Bıçak malzemesi | TPI | Diş formu |
|---|---|---|---|
| Karbon çelik boru (Ø25–60 mm) | Bimetal M42 | 10–14 (variable pitch) | Regular / Wavy set |
| Paslanmaz profil (3–10 mm duvar) | Bimetal M42/M51 | 14–18 | Regular / Variable pitch |
| Katı çelik çubuk (Ø50–100 mm) | Bimetal M42 | 4–8 | Hook |
| Alüminyum / plastik (kalın kesit) | HCS veya Bimetal | 3–6 | Skip / Hook |
| Titanyum / Inconel | Karbür uçlu | 5–8 | Regular (düşük hız) |
| İnce sac / küçük profil (< 3 mm) | Bimetal M42 | 18–32 | Regular / Wavy set |
Bıçak seçimi, testereleme ve kesme ekipmanları ile bütünsel değerlendirilmelidir: makine kesim hızı aralığı, mengene açıklığı veya bıçak uzunluğu gibi makine özellikleri de seçimi sınırlar. Örneğin metal çubuk, profil ve boruyu seri kesen yatay şerit testereler belirli bıçak uzunluğu ve genişliği aralığıyla çalışır; doğru bıçağı seçerken makinenin desteklediği aralığı da göz önünde bulundurun.

Bıçak seçimi bir uzlaşmadır: daha fazla TPI daha pürüzsüz kesim demektir, ancak kalın malzemede talaş tahliyesini engeller. Her parametreyi malzeme kalınlığına göre dengeleyin.

Sıkça Sorulan Sorular
Metal kesmek için kaç TPI gerekir?
Metal kesimde genel kural, kesim bölgesinde her an en az 3 dişin malzemeyle temas halinde olmasıdır. İnce sac ve boru (< 3 mm) için 18–32 TPI; orta kesit profil ve boru (6–25 mm) için 10–14 TPI; kalın blok ve çubuk (> 25 mm) için 4–8 TPI tercih edilir.
Bimetal M42 ile M51 arasındaki fark nedir?
Her ikisi de HSS dişleri çelik gövdeye kaynaklı bimetal bıçaklardır. M42, %8 kobalt içerir ve 68–69 HRC diş sertliğine ulaşır; orta ve ağır metal kesimde standarttır. M51, %10 kobalt ile 69–70 HRC sertlik sunar; sertleştirilmiş çelik ve yüksek alaşımlı malzemelerde daha uzun ömür verir ancak biraz daha pahalıdır.
Bıçak neden erken körleşiyor veya diş kırılıyor?
En sık nedenler: TPI çok düşük seçilmiş (az diş, aşırı yük), besleme baskısı çok yüksek, soğutma sıvısı yok veya yetersiz, bıçak hızı malzeme için fazla. İnce kesitlerde diş kırılması genelde TPI'nin düşük seçilmesinden kaynaklanır.
Variable pitch (değişken adım) bıçak ne zaman kullanılır?
Boru, profil ve köşebent gibi kesit kalınlığının değiştiği veya küçük olduğu malzemelerde variable pitch bıçak (örn. 10/14 TPI) titreşimi ve gürültüyü azaltır. Tek TPI'lı bıçaklarda oluşan rezonans titreşimini kırdığı için yüzey kalitesini artırır ve bıçak ömrünü uzatır.
Ahşap için mi, metal için mi farklı bıçak gerekir?
Evet. Ahşap ve plastik için yüksek karbonlu çelik (HCS) veya düşük TPI'lı (2–6) skip/hook dişli bıçaklar uygundur; geniş talaş yuvası yığılmayı engeller. Metal için bimetal bıçak ve malzeme kalınlığına uygun TPI seçilmelidir. Aynı bıçakla her ikisini kesmek hem yüzey kalitesini düşürür hem de bıçağı erken körleştirir.