Rayba Tipleri ve Delik Toleransı: H7'ye Nasıl Ulaşılır
H7 delik kalitesi, yalnız doğru çapı değil; düşük salgı, tutarlı yüzey ve tekrarlanabilir montaj davranışı ister. Rayba seçimi bu hedefin merkezindedir, fakat sonucu asıl belirleyen ön delik payı, bağlama disiplini ve ölçüm yöntemidir.
H7 delik kalitesi ne ifade eder?
H7, delik esaslı tolerans sisteminde alt sapmanın sıfır olduğu ve üst sapmanın nominal çapa göre ISO 286 içinde tanımlandığı kalite sınıfıdır. Pratikte bu, deliğin yalnız ölçüde değil; dairesellik, doğrultu ve yüzey davranışında da kontrol altında tutulması gerektiği anlamına gelir. Geçme, pimleme ve hassas hizalama isteyen parçalarda H7 talebi bu yüzden yaygındır.
Bu kalite çoğu zaman tek operasyonda elde edilmez. Tipik akış; merkezleme, ön delik delme, gerekiyorsa deliği büyütme, son paso raybalama ve ardından ölçü doğrulamadır. Şekillendirme operasyonlarında takım geometri seçimi kadar tezgah rijitliği, bağlama biçimi ve kesme sıvısının sürekliliği de sonucu doğrudan etkiler.
Hangi rayba tipi hangi iş için uygundur?





Her delik aynı takımı istemez. Geçme deliği, konik pim yuvası, yeniden işlenecek mevcut delik veya aparat üzerinde açılan ikinci delik için takımın kesici geometrisi ve bağlama yöntemi değişir. Yanlış takım seçimi, çapın nominale yakın görünmesine rağmen montajda sıkılık, boşluk veya eksen kaçıklığı üretebilir.
| Takım tipi | Uygun kullanım | Başlıca avantaj | Dikkat edilmesi gereken |
|---|---|---|---|
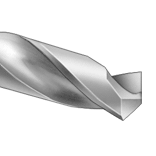
| Yuvarlak şaftlı rayba matkap uçları | Genel amaçlı son ölçü delikleri | Tutarlı yüzey ve kontrollü finisaj | Ön delik çapı ile toplam salgı kritik |
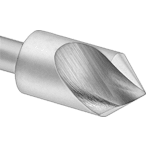
| Konik pim rayba matkap uçları | Pimli konumlandırma delikleri | Tekrarlanabilir merkezleme | Koniklik hatası doğrudan montaj hatasına döner |
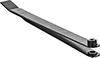
| Delik genişletme azaltılmış şaftlı matkap uçları | Mevcut deliği rayba öncesi büyütme | Büyük çapı standart mandrende kullanma | Tek başına son toleransı garanti etmez |
| Rayba milleri | Modüler veya özel bağlama düzenleri | Daha kararlı takım tutma | Tutucu-sap uyumu ve balans kontrol edilmeli |
Delik bulma kılavuzları özellikle ince cidarlı parçalarda, kaynaklı konstrüksiyonlarda ve ikinci operasyonda faydalıdır. Rayba mili kullanılan kurulumlarda ise toplam salgıyı düşük tutmak, çoğu zaman takım markasından daha büyük performans farkı yaratır. Bu nedenle Şekillendirme içinde takım kadar takımın nasıl tutulduğuna da bakmak gerekir.
Ön delik payı, bağlama ve ölçüm disiplini
H7'ye ulaşmanın çekirdeği, raybaya doğru miktarda talaş bırakmaktır. Fazla pay bırakılırsa takım sürtünmeye ve titreşime gider; yetersiz pay bırakılırsa kesme yerine sıvama başlar ve delik yüzeyi bozulur. Kesin değer; malzeme, çap, takım malzemesi ve operasyona göre değişir, bu yüzden proses sayfasında sabitlenmelidir.
Kontrol noktaları
- Ön delik çapını raybanın son talaş yüküne göre seçin; tek bir genel değer yerine çap ve malzeme bazlı yaklaşın.
- Matkapla oluşan ovaliteyi veya üç ağızlılığı raybanın tamamen temizleyeceğini varsaymayın.
- Takım çıkıntısını kısa tutun; mandren, pens ve spindle salgısını ölçmeden prosesi kilitlemeyin.
- Kesme sıvısını sürekli ve kesme bölgesine yönlendirilmiş verin; kuru işlemde sürtünme ile ölçü yukarı kaçar.
- Kabul yöntemini baştan tanımlayın: tapa mastar hızlı karar verir, iç çap komparatörü ise proses eğilimini gösterir.
Seri üretimde ilk parça tutmuş olsa bile proses güvence altına alınmış sayılmaz. Takım aşınması, parça sıcaklığı ve bağlama tekrarları ayrı izlenmelidir. Özellikle Şekillendirme operasyonlarında delik toleransı, son kontrolde değil proses kabiliyeti içinde korunur.
Sık yapılan hatalar
En yaygın hata, matkapla neredeyse son ölçüye gelip raybadan hatayı düzeltmesini beklemektir. İkinci hata, deliği tek taraftan işleyip eksen kaçıklığını montajda fark etmektir. Üçüncü hata ise çizimde H7 istemek ama tezgah yanında hangi mastarla, hangi sıcaklık koşulunda ve hangi takım ömründe doğrulama yapılacağını tanımlamamaktır. Sağlam sonuç, doğru takım tipinin ölçüm planı ile birlikte seçildiği prosesten çıkar.
Sıkça Sorulan Sorular
H7 delik için yalnız matkap kullanmak yeterli midir?
Çoğu uygulamada yeterli değildir. Matkap delik oluşturur, ancak H7 gibi kontrollü tolerans ve yüzey beklentisinde son operasyon olarak raybalama, bazı durumlarda da delik büyütme veya honlama gerekir.
Rayba öncesi ne kadar pay bırakılmalı?
Tek bir doğru değer yoktur; çap, malzeme, takım malzemesi ve tezgah rijitliği belirleyicidir. Pay fazla olursa titreşim ve ölçü büyümesi, az olursa sürtünme ve yüzey bozulması görülür. Bu nedenle takım verisi ile deneme parçası birlikte değerlendirilmelidir.
H7 kontrolünde tapa mastar mı, iç çap komparatörü mü daha uygundur?
Hızlı kabul-red kararı için tapa mastar pratiktir. Proses kabiliyetini görmek, takım aşınmasını izlemek ve trend yakalamak için iç çap komparatörü veya uygun hassasiyetli iç çap ölçüm ekipmanı daha fazla bilgi verir.