Pres Cihazı Tipleri: El, Hidrolik ve Pnömatik Seçimi
Rulman preslemeden damgalamaya, çıtçıt takımından ağır imalata: pres seçimi yanlış yapıldığında parça bozulur, iş durur. El, hidrolik ve pnömatik preslerin kuvvet aralıkları, tepki hızları ve bakım gereksinimleri birbirinden temelden ayrılır — doğru tipi seçmek operasyonun verimliliğini doğrudan belirler.
Presleme operasyonları atölye ortamında üç temel güç kaynağına dayanır: el kolu mekanik hareketi, hidrolik sıvı basıncı ve sıkıştırılmış hava. Her üç sistem de Şekillendirme ailesinde yer alır; ancak kuvvet kapasitesi, operatör yorgunluğu, tekrar hızı ve bakım yükü açısından keskin farklar taşır. Bu rehber, hangi tipin hangi uygulamaya uyduğunu somut kriterlerle ortaya koyar.

El presleri: kontrol ve erişilebilirlik
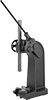
El presleri (kol presleri, dişli presler veya arbor presler olarak da adlandırılır) operatör gücünü mekanik avantajla çarparak 1 – 5 ton arasında kuvvet üretir. Küçük rulmanların bilya sırasına bastırılması, pim sürülmesi, hafif perçin ve yazı kazıma gibi hassas montaj adımları için tercih edilirler. Temel avantajları dokunsal geri bildirimdir: aşırı kuvvet uygulanmadan önce operatör direnci hisseder ve durur. Elektrik veya basınçlı hava gerekmez; bu özellik alan dışı çalışmayı ve küçük atölyeleri kolaylaştırır.
- Tezgah üstü kol presleri: En yaygın model; 1 – 3 ton kapasite, orta boy parçalar için sabit taban.
- Kompakt kol presleri: Küçük parçalar için daraltılmış tablalı, düşük profilli versiyonlar; elektronik montaj hatlarında kullanılır.
- Uzun erişimli kol presleri: Büyük tabla açıklığı gerektiren iş parçaları için uzatılmış kol mesafesi.
- Ağır hizmet zemin tipi el presleri: 5 ton ve üzeri kapasite; zemine ankre edilerek çalışır.
Pnömatik presler: hız ve tekrar kapasitesi
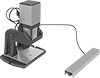
Pnömatik (havali) presler sıkıştırılmış havayı silindire yönlendirerek 1 – 25 kN arasında değişen kuvvet üretir. Baskı süresi genellikle 0.1 – 0.5 saniyedir; bu özellik yüksek tekrarlı montaj hatlarında el presine kıyasla dramatik zaman tasarrufu sağlar. Operatör yorulmaz çünkü düğme veya pedal hareket yeterlidir. Atık yağ riski yoktur; bu durum gıda, ilaç ve temiz oda ortamları için avantaj oluşturur. Hava basıncı regülatörle ayarlanarak farklı parça boyutları için kuvvet hızla uyarlanabilir.
Hidrolik presler: yüksek kuvvet ve uzun sürekli basınç
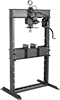
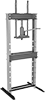
Hidrolik presler, Pascal prensibine göre çalışan pompa-silindir sistemiyle tek bir piston yüzeyine büyük kuvvet iletir. Tipik tezgah üstü modeller 10 – 50 ton kapasiteye ulaşırken zemin tipi endüstriyel presler 100 ton ve üzerinde çalışabilir. Kol vuruşu boyunca sabit ve kontrollü kuvvet uygulanması, rulman presbiti ve kalıp uygulaması gibi kritik toleranslı işlemlerde üstünlük sağlar. Elektrikli zemin tipi hidrolik presler, uzun süre sabit basınç gerektiren şekillendirme ve damgalama görevleri için idealdir. Ana dezavantajlar hidrolik sıvı bakımı, sızdırmazlık elemanlarının periyodik kontrolü ve yağ sızıntısı riskidir.

Çerçeve geometrisi: C tipi ve H tipi
Güç kaynağından bağımsız olarak pres gövdesi iki temel geometriden birini kullanır. C tipi (tek taraflı açık) çerçeve dar alan kaplar ve üç yönden iş parçası erişimi sağlar; küçük-orta parçalar ve genel montaj için uygundur. H tipi (dört kolonlu) çerçeve simetrik yük dağılımı sayesinde daha yüksek tonajda eksen sapması yapmaz; büyük levhalar, kalıplar ve ağır formlama uygulamalarında tercih edilir.
| Tip | Tipik kuvvet aralığı | Vuruş hızı | Başlıca avantaj | Kısıt |
|---|---|---|---|---|
| El kolu (kol presi) | 1 – 5 ton | Yavaş, operatöre bağlı | Dokunsal geri bildirim, eksiksiz kontrol, altyapısız | Operatör yorgunluğu, düşük tekrar hızı |
| Pnömatik (havali) | 0.1 – 2.5 ton | Hızlı (0.1 – 0.5 s) | Yüksek tekrar, temiz çalışma, kolay kuvvet ayarı | Basınçlı hava altyapısı gerekir, orta kuvvet sınırı |
| Hidrolik (elektrikli zemin) | 10 – 100+ ton | Orta | Yüksek ve sabit kuvvet, uzun sürekli basınç | Bakım (sıvı, salmastra), alan gereksinimi, yağ riski |
| Elektrikli (servo/mekanik) | 5 – 50 ton | Programlanabilir | Hassas konum kontrolü, düşük bakım | Yüksek ilk yatırım maliyeti |
Damgalama presleri: özel bir alt kategori
Damgalama presleri sac malzemeye kalıpla şekil vermek ya da kesme yapmak için yüksek hızlı tekrarlayan kuvvet uygular. Genel amaçlı preslerden farklı olarak kalıp-zımba sistemine göre konfigüre edilir; taban boyutu ve kurs uzunluğu buna göre seçilir. Seri üretimde sacdan bileşen kesmek, delme ve derin çekme için tercih edilirler.

Seçim kriterleri: hangi tip hangi uygulama için?
Doğru presin seçilmesi dört temel soruyla başlar: (1) Gerekli maksimum kuvvet kaç ton? (2) Günde kaç vuruş yapılacak? (3) Ortamda basınçlı hava veya elektrik altyapısı var mı? (4) İş parçasına üç yönden mi yoksa tek yönden mi erişim yeterli? El presleri, düşük hacimlerde ve hassas montajda tercih edilir. Yüksek tekrarlı orta kuvvetli görevlerde pnömatik presler belirgin verimlilik sağlar. Tek seferlik yüksek kuvvet veya sabit uzun süreli basınç gerektiğinde hidrolik pres kaçınılmazdır.
- Rulman ve pim montajı, az hacim: El kolu presi — kuvvet geri bildirimi parça hasarını önler.
- Elektronik konnektör veya çıtçıt takımı, yüksek hacim: Pnömatik pres — saniyeler içinde tamamlanan tekrar döngüsü.
- Sac şekillendirme veya kalıp uygulaması, orta-ağır: Hidrolik zemin tipi pres — 20 ton ve üzeri sabit kuvvet.
- Damgalama/delme serisi üretim: Damgalama presi — kalıp uyumlu kurs ve hız tasarımı.
Matkap tezgahı ile pres arasındaki fark
Matkap tezgahları da pres kategorisi altında görünür ancak işlev farklıdır: dönen kesici uçla malzeme kaldırılır, presleme yapılmaz. Matkap tezgahları ile presler aynı çerçeve geometrisini (zemin tipi, tezgah üstü) paylaşsa da güç aktarım mekanizmaları ve iş mili yapısı temelden ayrılır. Bir presle matkaplama denenirse eksenel kesme kuvveti pres milini hasar verebilir.

Sıkça Sorulan Sorular
El kolu presi ile hidrolik pres arasındaki temel fark nedir?
El kolu presi operatör kuvvetini mekanik avantajla çarpar; genellikle 1 – 5 ton üretir ve dokunsal geri bildirim verir. Hidrolik pres sıvı basıncıyla 10 – 100+ ton kuvvet üretebilir ancak operatör direnç hissetmez — aşırı kuvvet parçaya zarar verebilir. Düşük hacimli hassas montajda el presi, yüksek kuvvet gerektiren şekillendirmede hidrolik pres tercih edilir.
Pnömatik pres için hangi basınç gereklidir?
Çoğu pnömatik pres 5 – 7 bar (72 – 102 psi) hat basıncında çalışır. Üretici tablolarında kuvvet-basınç grafiği verilir; bu değer aşılmamalıdır. Düzenleyici (regülatör) ile kuvvet ayarlanabilir; farklı parça boyutları için aynı pres farklı seviyelerde kullanılabilir.
C tipi ve H tipi pres çerçevesi arasında nasıl seçim yapılır?
C tipi (açık çerçeve) dar alanlarda üç yönlü erişim sağlar, küçük-orta parçalar için idealdir. H tipi (dört kolonlu) daha büyük parçaları simetrik yük dağılımıyla destekler; yüksek tonajda eksen sapması en aza iner. Eğer parça büyüklüğü ve gerekli tonaj artıyorsa H tipi daha güvenilir koşullar sunar.
Damgalama presi genel amaçlı presle değiştirilebilir mi?
Kısmen. Genel amaçlı kol veya hidrolik preste kalıp takılarak tek seferlik veya az hacimli damgalama yapılabilir. Seri üretimde ise damgalama presi; kurs uzunluğu, vuruş hızı ve kalıp uyumlu tabla boyutu açısından optimize edilmiştir — genel amaçlı preslerle bu hız ve tekrar hedefleri tutturulamaz.
Hidrolik presin bakımında nelere dikkat edilmeli?
Hidrolik sıvı seviyesi ve kalitesi düzenli kontrol edilmelidir (genellikle 500 saatte bir veya yılda bir). Silindir salmastraları ve hortum bağlantıları yağ sızıntısına karşı incelenir. Filtre kartuşu değişimi ve mafsallı bağlantıların yağlanması da periyodik bakım kapsamındadır. Sızdıran ya da köpüklü yağ derhal değiştirilmelidir.