Perdah Cetveli ile Düzlem Kontrolü ve Doğru Kullanım
Perdah cetveli, bir yüzeyin gerçekten düz olup olmadığını tek başına sayısal olarak söylemez; ama sapmayı çok hızlı görünür hale getirir. Doğru referans, doğru ışık ve doğru yardımcı ölçüm aracıyla atölyede hatalı kabul kararlarının önemli kısmı önlenebilir.
Perdah cetveli neyi gösterir?

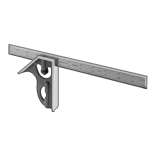
Perdah cetveli, iş parçası ile referans kenar arasında kalan ışık çizgisini veya temas boşluğunu yorumlamaya yarayan basit ama etkili bir araçtır. Özellikle taşlanmış yüzey, makine tablası, ray, kızak veya uzun kenarlı parçalarda ilk kontrol adımı olarak değerlidir. Ölçme ve muayene sürecinde amacı, yüzeyin nerede yükseldiğini, nerede çukur kaldığını ve sapmanın lokal mi yoksa tüm boya yayılan bir eğilim mi olduğunu hızlıca göstermektir.
Buradaki kritik nokta şudur: straightedge, düzlemselliği değil öncelikle referansa göre sapmayı gösterir. Teknik resimde kabul ölçütü ISO 1101'e göre tanımlanmış gerçek bir düzlemsellik toleransıysa, tek bir kenardan bakıp karar vermek yeterli değildir. Parçanın farklı eksenlerde çevrilerek kontrol edilmesi, gerekiyorsa yaprak mastar veya komparatörle nicel doğrulama yapılması gerekir.
- Referans kenarı temizleyin; çapak, yağ filmi ve taşlama çamuru yalancı temas üretir.
- Parçayı zorlamadan oturtun; el kuvvetiyle bastırılmış ölçüm güvenilir değildir.
- Işığı arkadan tek yönde verin; dağınık aydınlatma boşluğu olduğundan küçük gösterebilir.
- Kontrolü yalnız tek doğrultuda değil, boyuna, enine ve çapraz eksenlerde tekrarlayın.
- Gerekirse boşluğu yaprak mastarla teyit edin; görsel yorum ile karar vermeyi ayırın.
Düzlem kontrolünde tamamlayıcı araçlar


Tek başına straightedge, hızlı eleme için güçlüdür; fakat kabul kararı çoğu zaman yardımcı bir okuma ister. Uzun yüzeylerde eğim varsa dijital yatay düzlem açı göstergesi, parçanın gerçekten burulup burulmadığını anlamayı kolaylaştırır. Bir plakanın farklı bölgelerinde kalınlık değişimi şüphesi varsa dış mikrometre ile çok noktadan ölçüm almak, yalnız kenar hattına bakmanın kaçırdığı bilgiyi tamamlar. Bu yüzden ölçme ve muayene pratiğinde referans, boşluk ve sayısal doğrulama birlikte düşünülmelidir.
| Yöntem | Ne gösterir | Güçlü yanı | Sınırı |
|---|---|---|---|
| Perdah cetveli + ışık kontrolü | Yüksek nokta, çukur ve doğrusalık eğilimi | Hızlı ve sahada uygulanır | Nicel sonuç vermez |
| Perdah cetveli + yaprak mastar | Boşluğun yaklaşık büyüklüğü | Basit ve tekrarlanabilir | Yalnız ölçülen noktayı temsil eder |
| Komparatör veya yükseklik mastarı | Profil boyunca sapma dağılımı | Kayıt alınabilir ve karşılaştırılır | Kurulum ve referans yüzey ister |
| Optik düzlük | Küçük yüzeylerde temas kalitesi | Çok hassas temas yorumu sağlar | Büyük yüzeylerde pratik değildir |
Açı ve kalınlık neden birlikte okunur?
Bir parça düz görünürken aslında tüm boyu boyunca hafif eğimli olabilir. Tersi de mümkündür: genel eğim yoktur ama ortada lokal bombe vardır. Açı göstergesi genel yönelimi, mikrometre veya mastar ise lokal farkı yakalar. Özellikle montaj yüzeylerinde bu ayrım kritiktir; çünkü sızdırmazlık, yataklama ve cıvata sıkma yükü farklı hata tiplerine farklı tepki verir.
Yanlış sonuçların en yaygın nedenleri
En sık problem, referansın kendisini sorgulamamaktır. Hasarlı bir straightedge, yüzeyden çok aletin durumunu okutur. İkinci yaygın hata, sıcaklık etkisini küçümsemektir; uzun metal parçalarda elde tutma, güneş altında bekletme veya yeni işlenmiş yüzeyi hemen kontrol etme kararı bozar. Üçüncü hata ise yalnız bir doğrultudan bakmaktır. Büyük bir plaka tek eksende iyi, çapraz hatta kötü davranabilir.
Perdah cetveli ölçü vermez; referans ile iş parçası arasındaki sapmayı görünür kılar.
Parça boyu büyüdükçe değerlendirme yaklaşımı da değişir. Kısa bir işleme yüzeyinde tek parça straightedge ile hızlı karar alınabilirken, uzun tablalar ve kılavuz yüzeylerde bölgesel değil hat boyunca süreklilik aranır. Böyle işlerde kontrolü birkaç konumda yinelemek ve sonucu çizelgelemek daha güvenlidir. Süreci standartlaştırmak isteyen ekipler için ölçme ve muayene araç seçimi, tek bir alet almak değil, doğru kombinasyonu kurmak anlamına gelir.
Sıkça Sorulan Sorular
Perdah cetveli ile düzlemsellik doğrudan ölçülür mü?
Hayır. Perdah cetveli doğrudan sayısal düzlemsellik değeri üretmez; yüzeyin referansa göre sapmasını görünür hale getirir. Teknik resimde tanımlı tolerans varsa sonucu yaprak mastar, komparatör veya uygun başka bir yöntemle doğrulamak gerekir.
Işık sızması her zaman parçanın hatalı olduğu anlamına gelir mi?
Hayır. Kir, çapak, aletin kendi hasarı, yüzey filmi veya yanlış aydınlatma da ışık çizgisi oluşturabilir. Bu yüzden karar vermeden önce temizlik, referans doğruluğu ve birden fazla doğrultuda tekrar kontrol şarttır.
Uzun yüzeylerde hangi straightedge tipi daha güvenilir olur?
Uzun ve kritik yüzeylerde rijitliği yüksek, ölçüm amacı için üretilmiş straightedge tercih edilir. Hafif veya esnemeye yatkın cetveller çizim ve işaretleme için uygun olsa da kabul kontrolünde yalancı sonuç üretebilir.