Parmak Freze Türleri: Kare, Toplu ve Konik Farkları
Doğru parmak freze seçimi; yüzey kalitesini, takım ömrünü ve tezgâh süresini doğrudan belirler. Kare uçlu, toplu ve konik geometriler birbirinin alternatifi değil, farklı işlem türleri için uzmanlaşmış araçlardır.
Parmak Freze Geometrisine Genel Bakış
Parmak freze (end mill), hem yan hem de uç yüzeylerden talaş kaldıran silindirik kesici takımdır. CNC işleme merkezlerinde şekillendirme operasyonlarının büyük bölümü bu takım ailesiyle yapılır. Geometri seçimi; iş parçasının malzemesinden, kavite derinliğinden, köşe yarıçapı toleransından ve yüzey pürüzlülüğü hedefinden etkilenir.
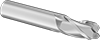
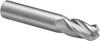
Kare Uçlu Parmak Freze
Kare uçlu parmak frezeler, kesici kenarların 90° tam dik açıyla bittiği en yaygın geometridir. Slot açma, omuz frezeleme ve düz tabanlı cep işlemlerinde tercih edilen bu takımlar, iç köşelerde takım yarıçapına eşit bir iç kavis bırakır. 2 flütlü modeller yüksek talaş tahliyesi gerektiren alüminyum ve yumuşak malzemeler için, 4 flütlü modeller ise çelik ve paslanmaz çelikte daha iyi yüzey kalitesi sağlar.
- Düz, 90° köşeli iç kaviteler ve cep tabanları
- Slot ve kanal açma (kama yuvası dahil)
- Omuz ve basamak frezeleme
- Genel amaçlı kaba ve yarı-ince işleme
Malzeme Sınıfı: HSS, Kobalt ve Karbür
| Malzeme | Sertlik (HRC yaklaşık) | Isı Dayanımı | Tipik Kullanım | Maliyet |
|---|---|---|---|---|
| HSS (M2, M7) | ~62-64 | 550 °C | Yumuşak metaller, ahşap, plastik; hobi CNC | Düşük |
| Kobalt Çelik (M35, M42) | ~65-67 | 620 °C | Paslanmaz çelik, ısıl işlem görmüş çelik | Orta |
| Sinter Karbür | ~90 HRA | 900 °C+ | Üretim CNC; yüksek hız, uzun takım ömrü | Yüksek |
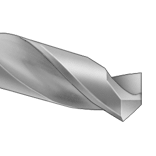
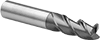
Toplu (Ball Nose) Parmak Freze
Toplu parmak freze, ucun tam bir küresel yarıçapla (R = D/2) sonlandığı geometridir. 3 boyutlu kontur frezeleme, serbest yüzey işleme ve kalıp boşluğu bitirme operasyonlarının vazgeçilmez takımıdır. Düz tabanlı operasyonlar için tasarlanmamıştır; uç merkezinde kesici hız sıfıra yaklaştığı için, saf eksenel talaş almak yüzey kalitesini düşürür.
Bitirme geçişlerinde step-over mesafesi (Ae) düşürülerek yüzey pürüzlülüğü kontrol edilir. Karbür toplu freze ile Ae = %5-10 D değerinde Ra ≤ 0.8 µm elde etmek rutin bir hedef olarak görülür. Kalıp işlemede ise 3° eğimli konik toplu frezeler daha derin kavitelere ulaşmak için yaygın tercih haline gelmiştir.
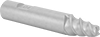
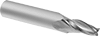
Konik (Tapered) Parmak Freze
Konik parmak frezeler, gövde boyunca belirli bir koniklik açısına (her taraf için genellikle 0.5°, 1°, 1.5°, 2°, 3° veya 5°) sahip olan takımlardır. Bu koniklik iki kritik avantaj sağlar: birincisi, derin kavitelerde takım gövdesinin yan duvarla temasını önleyerek titreşimi azaltır; ikincisi, plastik enjeksiyon kalıplarında ve döküm kalıplarında gerekli eğim açısı (draft angle) doğrudan talaş kaldırılarak elde edilir.
Harvey Performance verilerine göre, 3° konik açılı bir takım aynı çaplı düz boyunlu modele kıyasla %60 daha az saptırma (deflection) gösterir ve ilerleme hızları ortalama %10 artırılabilir. Kare uçlu konik modeller taslak/kaba işleme için, toplu uçlu konik modeller ise derin kavite kontur bitirme için kullanılır.
Geometri Karşılaştırması ve Seçim Rehberi
| Geometri | Uç Profili | Taban Kalitesi | Kontur/3B | Derin Kavite | Tipik Uygulama |
|---|---|---|---|---|---|
| Kare Uçlu | 90° düz | Mükemmel | Kötü | Orta | Slot, cep, omuz, kaba işleme |
| Köşe Yarıçaplı (Bull Nose) | Kare + köşe R | İyi | Orta | İyi | Yüzey frezeleme, takım ömrü kriteri |
| Toplu (Ball Nose) | Tam küresel | Kullanılmaz | Mükemmel | İyi | 3B kontur, kalıp yüzey bitirme |
| Konik Kare Uçlu | 90° + koniklik | İyi | Orta | Çok iyi | Draft açısı frezeleme, derin slot |
| Konik Toplu Uçlu | Küresel + koniklik | Kullanılmaz | Mükemmel | Mükemmel | Derin 3B kontur, uzun erişim |
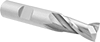
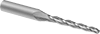
Sarmal Açı (Helix Angle) ve Flüt Sayısı
Sarmal açı (helix angle), flütlerin eksen doğrultusuna göre kıvrım açısıdır. Standart 30° açı hem sertlik hem talaş tahliyesi açısından dengeli bir noktadadır. 45° açı daha yumuşak kesim ve daha iyi yüzey kalitesi sağlarken eksenel çekme kuvvetini artırır; bu nedenle güçlü tezgâh bağlama şarttır. Flüt sayısına gelince: 2 flüt alüminyum ve yumuşak malzemelerde geniş talaş tahliye hacmiyle öne çıkar; 4 ve üstü flüt yüksek hız çeliği ve paslanmaz çelikte daha iyi yüzey kalitesi verir ancak tıkanma riskine dikkat edilmelidir.
Köşe Yarıçaplı (Corner Radius / Bull Nose) Modeller
Kare uçlu geometrinin 90° köşesine küçük bir yarıçap (0.1 mm – 3 mm arası) eklenerek elde edilen köşe yarıçaplı parmak freze, hem düz taban frezelemesini hem de kısmen kontur yeteneğini birleştirir. Kesme kuvvetleri köşeye değil yarıçapa yayıldığı için %15-25 daha yüksek ilerleme hızı mümkündür ve takım ömrü belirgin biçimde uzar. İş parçasında köşe yarıçapı tolerans gereksinimine göre R değeri seçilir; tasarım izin veriyorsa kare uçlunun yerine varsayılan tercih haline getirilmesi tavsiye edilir.
Sıkça Sorulan Sorular
Kare uçlu ve toplu uçlu parmak freze aynı CNC programında birlikte kullanılabilir mi?
Evet, yaygın bir uygulamadır. Kaba ve yarı-ince geçişler kare uçlu frezelerle yapılır; ardından 3B kontur bitirme geçişleri toplu uçlu frezelerle tamamlanır. Takım değiştirme süresi, tek takımla düşük yüzey kalitesi elde etmekten genellikle daha avantajlıdır.
Konik parmak freze sadece kalıpçılıkta mı kullanılır?
Hayır. Derin slot ve kanallar, uzun erişim gerektiren iç yüzeyler, havacılık parçalarındaki kaviteler ve hatta ahşap işleme uygulamalarında da kullanılır. Temel avantaj rijidite ve saptırma azalmasıdır; bu her derin işleme senaryosunda geçerlidir.
HSS parmak freze yerine karbür tercih etmenin başabaş noktası nedir?
Seri üretimde ve uzun çalışma sürelerinde karbür neredeyse her zaman daha ekonomiktir; yüksek kesme hızı ve uzun ömür toplam maliyeti düşürür. Tekli/prototip işlerde, yumuşak malzemelerde ve şok riski yüksek kesme koşullarında HSS ya da kobalt çelik uygun maliyet-risk dengesi sağlar.
Toplu uçlu freze düz yüzey frezelemesinde neden kötü sonuç verir?
Toplu ucun merkezinde kesici çevre hızı sıfıra yaklaşır; bu noktada kesme yerine sürme/ezme hareketi oluşur. Düz yüzeylerde dalgalı taban profili ve yüksek yüzey pürüzlülüğü ortaya çıkar. Düz taban için kare uçlu veya köşe yarıçaplı geometri tercih edilmelidir.
Konik parmak frezenin eğim açısı nasıl seçilir?
Kalıp tasarımında iç köşeler için talep edilen draft açısını takımın her taraftaki açısıyla eşleştirin. Derin kavitelerde küçük açı (0.5°-1°) daha iyi erişim sağlar; enjeksiyon kalıplarında parça çıkarma için genellikle 1°-3° draft yeterlidir. Daha derin profillerde titreşim sınırlayıcı etken olduğundan 3° açı ve güçlü bağlama kombinasyonu iyi başlangıç noktasıdır.