Çapak Alma Teknikleri: El ile ve Dönel Freze Karşılaştırması
ISO 13715'e göre 0.05 mm'yi aşan malzeme taşması "gratig" sayılır; bu sınırın üzerindeki çapaklar montaj hatası, sızdırmazlık kaybı ve operatör yaralanmasına yol açar. Hangi yöntemin daha iyi sonuç verdiği malzemeye, geometriye ve üretim hacmine göre değişir.
Çapak, delme, frezeleme, tornalama veya sac kesme işlemlerinin kaçınılmaz bir yan ürünüdür. ISO 13715 standardı çapağı şöyle tanımlar: "Mekanik işlem veya şekillendirme sürecinden sonra parçanın ideal geometrik formunun dışında kalan malzeme fazlası." Bu tanım hem boyutu hem de yeri kapsar: iç delik ağızları, dış köşeler ve kesit yüzeyleri bu riskin en yoğun göründüğü noktalardır. Aşındırma ve Parlatma ailesindeki el kazıyıcıları ve dönel freze uçları, bu riski kontrol altına almanın iki temel yoludur.
Çapak Oluşumu ve Boyutu Neden Önemlidir?
Çapaklar yalnızca görsel bir sorun değildir. Hidrolik blok deliklerinde kalan çapak, yağ kanalını kısıtlar veya sisteme metal parçacığı karıştırır. Sac levha kenarındaki çapak, montaj sırasında yüzeye baskı uygulayan operatörde derin kesik yaralanmasına neden olur. Hassas toleranslı kaplin veya dişli montajlarında 0.1–0.2 mm aralığındaki çapak, ölçüm hatası gibi davranarak parçanın yanlış konumlanmasına yol açar. Bu nedenle çapak alma; boyama, kaplama ve montaj öncesinde zorunlu bir süreçtir.
El ile Çapak Alma: Kazıyıcı ve Bıçak
El kazıyıcısı, dönebilen bir bıçağı tutan ergonomik bir saptan oluşur. Bıçak, parça yüzeyine hafif bir açıyla temas ederek çapağı soyar; operatör kuvveti ve açıyı anlık olarak ayarlayabilir. Bu esneklik, karmaşık konturların, erişimi zor iç geometrilerin ve ince duvarlı parçaların işlenmesinde kritik avantaj sağlar. HSS (yüksek hız çeliği) bıçaklar yumuşak çelik, alüminyum ve pirinç için yeterlidir; sertleştirilmiş çelik ve paslanmaz çelik gibi daha sert malzemelerde karbür bıçaklar tercih edilir.
- Değiştirilebilir bıçak sistemi: bıçak körleştiğinde yalnızca uç değişir, sap yeniden kullanılır.
- Döner bıçak tasarımı sayesinde bıçak her yönde talaş kaldırır, operatör bir hamlede hem ileri hem geri çalışabilir.
- Küçük delik ağızları için özel kavisli bıçak uçları mevcuttur; 2–6 mm çaplı deliklerde dönel aletten daha kontrollü sonuç verir.
- Sac metal kenarları için yassı kazıyıcı bıçaklar: tek geçişte uzun kenarları temizler.
Küçük delik ağızlarında el kazıyıcısı yeterince manevra alanı bulamazsa, delik içine giren ve çıkarılırken çapağı kıvıran küçük delik çapak alma sıyırıcıları tercih edilir. Bu aletler 2 mm kadar küçük çaplarda kullanılabilir ve elle döndürme ya da matkap çıkmasına bağlanabilir.

Bıçak Seçimi: Malzeme ve Ömür
El kazıyıcısının performansı büyük ölçüde bıçak kalitesine bağlıdır. Standart bıçaklar genel amaçlı çelik ve alüminyum için uygunken, ağır hizmet uzun ömürlü bıçaklar sertleştirilmiş çelik ve paslanmaz çelik gibi malzemelerde çok daha uzun süre keskin kalır. Bıçak ömrü; parça malzemesi, çapak yüksekliği ve operatör baskısına bağlı olarak değişir. Otomotiv parçalarının seri işlendiği üretim hatlarında bıçak değişim maliyeti, yöntem seçimini doğrudan etkiler.
Dönel Freze ile Çapak Alma
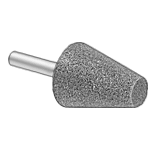
Dönel freze uçları (karbür freze veya bur), hava motoruna, elektrikli die grinder'a veya esnek şaft makinesine bağlanır ve 10.000–90.000 devir/dk aralığında dönerek malzeme kaldırır. Tungsten karbür, yüksek hız çeliğine kıyasla yaklaşık üç kat daha serttir ve kesme sırasında oluşan ısıya karşı dayanıklıdır; bu durum sertleştirilmiş çelik, paslanmaz çelik ve dökme demir gibi malzemelerde el bıçağının yapamayacağı talaş miktarlarını kaldırmasına olanak verir.
Freze ucu kesim geometrisi iki temel kategoride incelenir. Tek kesim (single cut): tek helisli dişler, geniş talaş boşluğu sayesinde alüminyum, pirinç, bakır gibi yumuşak ve yapışkan metallerde talaş kaynaklanmasını önler. Çift kesim (double cut): iki çapraz helis gövdede çok sayıda küçük diş oluşturur; çelik, paslanmaz çelik ve dökme demir için daha hızlı talaş kaldırma ve daha düzgün yüzey sağlar.
| Kriter | El kazıyıcısı | Dönel freze ucu |
|---|---|---|
| Hız (parça başı) | Yavaş–orta | Hızlı (özellikle seri) |
| Hassas kontur kontrolü | Çok yüksek | Orta (operatör becerisine bağlı) |
| Sert malzeme (paslanmaz, sertleştirilmiş çelik) | Sınırlı | Yüksek (karbür) |
| Yumuşak malzeme (alüminyum, plastik) | Yüksek | Yüksek (tek kesim) |
| İnce duvarlı parça | Yüksek | Dikkat gerektirir |
| Küçük delik (<4 mm) | Özel uç ile yüksek | Düşük |
| Uzun kenar / sac | Orta | Yüksek (flap disk alternatifi) |
| Başlangıç maliyeti | Düşük | Orta (makine + uç) |
| Boru ve tüp pah kırma | Orta | Çok yüksek (pah freze) |

Sert malzemelerin seri işlendiği uygulamalarda bıçak ömrü ve değişim sıklığı kritik maliyet kalemidir. Uzun ömürlü karbür freze uçları, TiAlN veya karşılaştırılabilir kaplamalar sayesinde standart karbüre göre önemli ölçüde daha uzun süre keskin kalır. Otomotiv transmisyon parçaları veya pnömatik bloklar gibi sert malzemenin yoğun işlendiği hatlar için bu seçenek geri ödeme süresi açısından anlamlı bir fark yaratır.

Boru, Tüp ve Profil Kenarlarında Pah Kırma
Boru ve tüp uçlarındaki çapaklar hem sızdırmazlık yüzeyini hem de O-ring oturmasını bozabilir. Bu geometrilerde en verimli yöntem, dış pah kırma freze uçlarıdır. Bu aletler boru veya tüp ucunu dönel olarak hem çapak alır hem de 45° pah kırar; tek işlemde iki adımı birleştirir. El kazıyıcısıyla tüp ucuna pah kırmak hem yavaş hem de tutarsız sonuç verir.
Yöntem Seçim Kılavuzu
Yöntem seçimi tek bir faktöre bağlı değildir; malzeme, geometri ve üretim hacmini birlikte değerlendirmek gerekir.
- Prototip veya düşük hacimli parça, karmaşık kontur: El kazıyıcısı tercih edilir; esneklik ve düşük maliyetiyle öne çıkar.
- Seri üretim, çelik ve paslanmaz çelik, tekrarlayan geometri: Dönel karbür freze; hız ve tutarlılık için avantajlıdır.
- 2–6 mm küçük delik ağızları: Küçük delik sıyırıcısı veya özel delik uçları; die grinder bu ölçeklerde çalışmaz.
- Boru ve tüp uçları (pah + çapak): Dış pah kırma freze ucu en verimli seçenektir.
- Alüminyum ve yumuşak metaller: Hem el hem dönel yöntem çalışır; dönel için tek kesimli bur kullanın.
- İnce duvarlı ve hassas parçalar: El kazıyıcısı tercih edilir; freze titreşimi ince duvarda form hatası oluşturabilir.
Sıkça Sorulan Sorular
ISO 13715 neyi tanımlar, hangi durumlarda çizime eklenmesi gerekir?
ISO 13715, teknik resimlerde kenar koşullarının ve izin verilen çapak boyutlarının nasıl gösterileceğini tanımlar. Kenar taşması 0.05 mm'yi aştığında kenar 'gratig' (çapaklı) olarak işaretlenir. Hassas montaj, sızdırmazlık yüzeyi veya operatör güvenliği açısından kritik kenarlarda bu sembol çizime eklenerek çapak alma zorunluluğu net biçimde belirtilir.
Alüminyum parça için el kazıyıcısı mı yoksa dönel freze mi kullanmalıyım?
Her iki yöntem de alüminyumda çalışır. Prototip veya düşük hacimde el kazıyıcısı daha pratiktir. Seri üretimde dönel yöntem daha hızlıdır; ancak talaş kaynaklanmasını önlemek için mutlaka tek kesimli (single cut) bur seçilmeli ve düzgün devir aralığı korunmalıdır.
Küçük delikte (örneğin 3 mm) çapak alma için en iyi alet nedir?
Bu ölçekte dönel die grinder kullanmak mümkün değildir. Küçük delik çapak alma sıyırıcıları veya özel delik uçları tercih edilir; alet delik içine girer, döndürülünce genişleyen bıçağı çapağı kıvırır. Matkap çıkmasına bağlanabilir; bu durumda tek geçişte sonuç alınır.
Boru ucunda hem pah hem çapak alma işlemini aynı anda yapabilir miyim?
Evet. Dış pah kırma freze uçları bu amaç için tasarlanmıştır. Tek dönel harekette boru veya tüp ucunu hem temizler hem de 45° pah kırar. Sonuç el bıçağına kıyasla çok daha tekrarlanabilir ve hızlıdır.
Karbür bıçakla çalışırken bıçak ne zaman değiştirilmeli?
Bıçak körleşme belirtileri: artan çekme kuvveti, düzensiz (yırtma şeklinde) talaş kaldırma ve yüzeyde çapak izlerinin kaybolmak yerine ezilmesi. Karbür veya uzun ömürlü HSS bıçaklar bu belirtiler ortaya çıktığında değiştirilmelidir; körleşmiş bıçakla çalışmak hem sonuç kalitesini düşürür hem de operatör yorgunluğunu artırır.