Paralel Mastar ve V-Blok ile Tezgah Kontrolü Rehberi
Paralel mastar ve V-blok, tezgah üzerinde tekrarlanabilir referans kurmanın en temel araçlarındandır. Doğru kullanıldıklarında bağlama süresini kısaltır, hatalı sıfırlamayı azaltır ve ilk parçadan itibaren daha güvenilir kontrol sağlar.
Kurulumda hangi görevi üstlenirler?
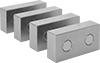
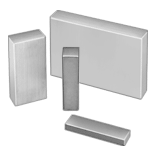
Paralel mastar, iş parçasını veya fikstürü tabla, mengene ya da dayama yüzeyine göre bilinen bir yüksekliğe taşır. Buradaki amaç yalnızca parçayı kaldırmak değil, iki temas yüzeyi arasında eşit ve kararlı bir referans üretmektir. Genel ölçme ve muayene yaklaşımında bu araçlar kurulum elemanı olarak değerlendirilir; son tolerans kararı için ayrıca ölçüm gerekir.
Ayar blokları hızlı kurulum için uygundur; şimler ince düzeltme yapar; manyetik tipler ise tekrarlı işte operatöre zaman kazandırır. Seçimde en kritik nokta, temas eden yüzeylerin çapaksız ve temiz olmasıdır. En iyi blok bile talaş, yağ filmi veya yüzey yanığı üzerine oturursa paralellik hatası doğurur.
V-blok ile silindirik parça nasıl referanslanır?
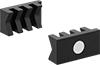
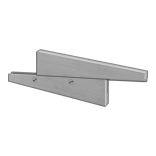
V-blok, mil, pim, boru ve benzeri silindirik parçaları dönmeden taşımak ve aynı ekseni tekrar bulmak için kullanılır. Parça V yatağına oturduğunda merkez hattı, dış çapın gerçek geometrisine bağlıdır; ovalite, ezik veya çapak varsa referans da etkilenir. Mengene çenesine manyetik bağlanan V-blok astarları, kısa seri işlerde ayrı aparat yapmadan güvenli kavrama sağlar.
V-blok parça eksenini taşır; parça form hatasını gizlemez.
Pratik kontrolde iyi bir yöntem, parçayı 180 derece çevirip aynı noktadan tekrar okumaktır. Gösterge veya mikrometre değeri kayıyorsa sorun çoğu zaman V yüzeyinden değil, parçanın dış çap tutarlılığından kaynaklanır. Bu ayrımı yapmak, gereksiz tezgah ayarıyla zaman kaybetmeyi önler.
Hangi mastar ne için seçilir?
Paralel mastar ile blok mastarı karıştırmamak gerekir. Blok mastar, uzunluğu tanımlı ve eşlenebilir bir referans standardıdır; ayar blokları ise esas olarak kurulum amaçlıdır. Açı kontrolü gerekiyorsa açı ölçer blok setleri devreye girer; çünkü düzlem paralelliği ile açısal doğruluk aynı problem değildir.
| Araç | En uygun kullanım | Güçlü yönü | Sınırlaması |
|---|---|---|---|
| Ayar blokları | Tezgah kurulum yüksekliği oluşturma | Hızlı ve sağlam referans | Nihai ölçüm standardı değildir |
| Kurulum şimleri | İnce kalınlık düzeltmesi | Kademeli ayar sağlar | Yüzey temizliği çok kritiktir |
| Blok mastarlar | Uzunluk doğrulama ve kalibrasyon | Yüksek referans güvenilirliği | Kurulumda her zaman en hızlı seçenek değildir |
| V-blok çene astarları | Silindirik parçayı bağlama | Tekrarlı eksen konumlama | Parça ovalitesini telafi etmez |
Tolerans daraldıkça kurulum elemanından ölçüm standardına yaklaşmak gerekir. Birkaç on mikron düzeyinde hedef varsa blok mastar ve izlenebilir kalibrasyon kaydı daha anlamlı hale gelir; kaba kurulum ve ön ayarda ise ayar blokları genellikle yeterlidir.
Pratik kontrol sırası
Tezgah başında tekrarları azaltan kısa bir sıra çoğu uygulamada yeterlidir:
- Tabla, mengene ve mastar temas yüzeylerini taş, bez ve uygun çözücü ile temizleyin.
- Paralel mastarı yerleştirip iş parçasını sıkmadan önce iki noktada oturma eşitliğini kontrol edin.
- Silindirik parçada V-blok ile merkezlenmeyi kurun, ardından parçayı çevirerek okuma tekrarını görün.
- İlk parçadan sonra kritik ölçüyü mikrometre, yükseklik veya komparatörle doğrulayın.
- Seri boyunca sıcaklık, sıkma kuvveti ve talaş birikimini izleyin.
Kontrol zincirini tamamlayan yardımcı ekipmanlar


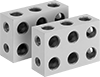
Granit muayene kurulum blokları, taşlama veya montaj sonrası düz bir dış referans gerektiğinde avantaj sağlar. Kalibrasyon kareleri, diklik hatasını tezgah üzerinde kaba gözlem yerine geometrik bir yüzeyle kıyaslamanıza yardım eder. Bu yüzden ölçme ve muayene ekipmanını tek tek değil, bir zincir olarak düşünmek daha doğrudur.
Optik paraleller özellikle mikrometre kontrolünde temas yüzeylerinin eşitliğini okumayı kolaylaştırır; dış mikrometreler ise kurulumdan sonra gerçek ölçünün doğrulanmasında hâlâ en pratik araçlardan biridir. Tezgah yanındaki ölçme ve muayene seti ne kadar tutarlıysa, kurulumdan ölçüme geçiş de o kadar az sürpriz üretir.
Sıkça Sorulan Sorular
Paralel mastar ile blok mastar aynı şey midir?
Hayır. Paralel mastar çoğunlukla kurulum ve dayama amacıyla kullanılır; blok mastar ise tanımlı uzunluk referansı üretir ve kalibrasyon zincirinde daha kritik rol oynar. Uygulama ihtiyacı kurulum mu, doğrulama mı sorusuyla ayrılır.
V-blok her silindirik parçada yeterli olur mu?
Her zaman değil. Kısa, rijit ve dış çapı düzgün parçalarda çok etkilidir; ince cidarlı, oval veya eğri parçalarda ilave destek, punta veya özel prizma gerekebilir. V-blok merkezlemeyi kolaylaştırır ama parça form hatasını düzeltmez.
Kurulumdan sonra ilk kontrol hangi aletle yapılmalı?
Kritik özelliğe göre seçim yapılır. Dış çap ve kalınlık için mikrometre, yükseklik ilişkileri için yükseklik ölçer veya komparatör, açısal doğruluk için açı referansı daha uygundur. Doğru yaklaşım, kurulum aracını ölçüm aracıyla karıştırmamaktır.