Mikrometre Kalibrasyonu: Adım Adım Uygulama Rehberi
Mikrometre kalibrasyonu, yalnızca sıfırı kapatıp ekrana bakmak değildir. Doğru sıcaklık, temiz temas yüzeyi, uygun etalon ve kayıt disiplini olmadan iyi görünen bir ölçü bile güvenilir olmayabilir.
Kalibrasyona başlamadan önce
İlk koşul ortam kararlılığıdır. ISO 1'e göre referans sıcaklık 20°C kabul edilir; bu nedenle mikrometre, etalon ve parça aynı ortamda yeterli süre beklemelidir. Ölçme yüzeylerinde yağ filmi, çapak veya toz varsa kalibrasyon sonucu sistematik olarak sapar. Mekanik modellerde mandal veya sürtünme yüksüğü, dijital modellerde ise sıfır ve çözünürlük ayarı ayrıca kontrol edilmelidir.
Kalibrasyon planı oluştururken ölçüm aralığı, çözünürlük, kullanım sıklığı ve darbe riski birlikte değerlendirilmelidir. Giriş seviyesi bir kontrol için bile kayıtların Ölçme ve Muayene disiplini içinde tutulması, sonradan oluşan sapmaları izlemeyi kolaylaştırır.
- Mikrometreyi ve etalon yüzeylerini tüy bırakmayan bezle temizleyin.
- Çerçeve, örs ve mil yüzeylerinde darbe izi veya aşınma olup olmadığını gözle kontrol edin.
- Sıfır kapanışını, ölçü kuvvetini ve dijital modelde pil durumunu doğrulayın.
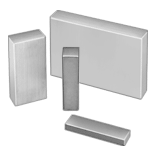
- Ölçüm aralığına uygun etalon seçin; tek noktaya bakmak yerine alt, orta ve üst bölgeyi kapsayın.
- Sonuçları tarih, cihaz kimliği ve operatör bilgisiyle birlikte kayıt altına alın.
Mikrometre kalibrasyonu adım adım nasıl yapılır
Uygulamada amaç, cihazın yalnızca çalıştığını değil, tüm çalışma aralığında izlenebilir sonuç verdiğini göstermektir. Bu yüzden işlem sırası kısa görünse de her adımın tutarlı biçimde tekrarlanması gerekir.
- Sıfır doğrulaması yapın: Ölçme yüzeylerini nazikçe kapatın ve analog veya dijital göstergenin referans başlangıca döndüğünü kontrol edin.
- Etalon seçin: Ölçüm aralığına uygun blok mastar veya referans standardı belirleyin; aynı cihaz için farklı noktalarda tekrar yapın.
- Ölçme kuvvetini sabitleyin: Mandal ya da sürtünme mekanizmasını kullanarak her ölçümü benzer kuvvetle alın.
- Tekrarlanabilirliği kontrol edin: Aynı etalonda birden çok okuma yapın; dağınık sonuçlar operatör etkisi veya mekanik sürtünme işareti olabilir.
- Hata yönünü izleyin: Sapma tek yönde artıyorsa sıfır ayarı dışında hatve, yüzey aşınması veya hizalama problemi düşünülmelidir.
- Kayıt ve etiketleme yapın: Kabul, ayar veya bakım gereksinimini açıkça yazın; yalnızca sözlü değerlendirme ile süreci kapatmayın.
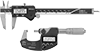
| Kontrol noktası | Dış mikrometre | Derinlik mikrometresi | Elektronik model |
|---|---|---|---|
| Sıfır doğrulaması | Örs ve mil tam kapanışta kontrol edilir | Taban ve ölçme çubuğu referans yüzeyde kontrol edilir | Sıfır yanında ekran kararlılığı da izlenir |
| Ara nokta kontrolü | Birden fazla etalon boyunda yapılır | Farklı çubuk veya uzatma kombinasyonlarında tekrarlanır | Çözünürlük kadar gösterge atlaması aranır |
| Mekanik durum | Mandal hissi ve yüzey aşınması önemlidir | Taban düzlüğü ve çubuk oturması kritiktir | Buton, pil ve elektronik sıfırlama da değerlendirilir |
| Kayıt biçimi | Sapma ve tekrar sonucu yazılır | Kullanılan taban ve çubuk bilgisi eklenir | Ekran birimi ve veri çıkışı varsa not edilir |
En güvenilir kalibrasyon, operatörün her tekrarında aynı sonucu veren kalibrasyondur.
Sahada kullanılan cihazlarda en sık hata kaynağı, ölçü kuvvetinin değişmesi ve yüzey temizliğinin ihmal edilmesidir. Düzenli bakım ve uygun saklama koşulları, Ölçme ve Muayene altyapısının kalibrasyon kadar önemli bir parçasıdır.
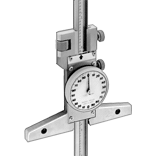
Derinlik mikrometrelerinde özel dikkat noktaları



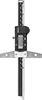
Derinlik mikrometrelerinde hata yalnızca mil hareketinden gelmez; tabanın referans yüzeye tam oturması da sonucu doğrudan etkiler. Bu nedenle kalibrasyon sırasında taban altı temizliği, referans yüzeyin düzlüğü ve çubuğun dik çalışması özellikle izlenmelidir.
Taban ve çubuk kontrolü
Çubuk değişimli modellerde her çubuk ayrı ele alınmalıdır. Taban oturması bozuksa cihaz sıfırı doğru gösterse bile derinlik ölçüsünde ofset oluşabilir. Elektronik derinlik ölçerlerde ise ekran tepkisi hızlı olsa da mekanik temas kalitesi zayıfsa güvenilirlik düşer. Bu yüzden seçim yaparken yalnızca ekran tipine değil, kullanım senaryosuna uygun gövde yapısına da bakılmalıdır.
Kalibrasyon sonrası kabul edilen cihazın hangi aralıkta, hangi referansla ve hangi tarihte doğrulandığı net olmalıdır. Bu yaklaşım, özellikle üretim içinde sık kullanılan ölçü aletlerinde gereksiz yeniden ölçümü azaltır ve Ölçme ve Muayene süreçlerini daha izlenebilir hale getirir.
Sıkça Sorulan Sorular
Sıfır ayarı doğruysa mikrometre kalibre edilmiş sayılır mı?
Hayır. Sıfır noktası doğru olsa bile orta ve üst ölçüm aralığında sapma olabilir. Bu nedenle birden fazla referans noktada doğrulama yapılmalıdır.
Mikrometre kalibrasyonu ne sıklıkla yapılmalı?
Sıklık; kullanım yoğunluğu, darbe riski, çevre koşulu ve kalite planına bağlıdır. Yoğun kullanılan cihazlar, yalnızca depoda duran cihazlardan daha kısa aralıkla kontrol edilmelidir.
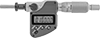
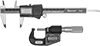
Dijital ve mekanik mikrometrelerde kalibrasyon farkı var mı?
Temel prensip aynıdır: sıfır, ara nokta, tekrar edilebilirlik ve kayıt. Dijital modellerde bunlara ek olarak ekran kararlılığı, pil durumu ve birim ayarları da kontrol edilir.