Merkezi Yağlama Sistemleri: Komponentler ve Kurulum Adımları
Manuel yağlamada en büyük sorun tutarsızlıktır: fazla gres conta hasarına yol açar, az gres ise rulman arızasını hızlandırır. Merkezi yağlama sistemi bu değişkenliği ortadan kaldırarak her noktaya makine çalışırken tam dozda yağlayıcı iletir.
Endüstriyel ekipmanlardaki rulman arızalarının %50'den fazlası yetersiz veya yanlış yağlamadan kaynaklanır. Yağlama kategorisinde yer alan merkezi yağlama sistemleri bu soruna sistematik bir çözüm sunar: tek bir rezervuardan pompalanan yağlayıcı, boru hattı ve dağıtıcı bloklar aracılığıyla onlarca ya da yüzlerce yağlama noktasına otomatik olarak ulaşır. Sistem makine çalışırken devreye girer; operatörlerin ekipmana müdahalesi gerekmez, dolayısıyla hem iş güvenliği artar hem de üretim duruşları azalır.

Merkezi Yağlama Sistemi Tipleri
Üç temel sistem mimarisi, yağlama noktası sayısı, mesafe ve yağlayıcı tipine göre farklı avantajlar sunar. Doğru seçim; işletme maliyetini, boru karmaşıklığını ve arıza tespit kolaylığını doğrudan etkiler.
| Sistem tipi | Çalışma basıncı | Tipik yağlama noktası sayısı | Yağlayıcı | Öne çıkan özellik |
|---|---|---|---|---|
| Tek hat (Single-line parallel) | 70–210 bar | 1–50 | Gres (NLGI 0–2), yağ | Enjektör başına bağımsız doz ayarı |
| Çift hat (Dual-line) | 20–150 bar | 50–300+ | Gres (NLGI 0–3), yağ | Uzun hat mesafesi; büyük tesisler |
| Progresif (Progressive) | 70–210 bar | 4–50 | Gres (NLGI 0–2), yağ | Ardışık dağıtım; blok tıkanması tespit edilebilir |
Tek Hat Sistemleri
Pompa, tek bir ana hatta basınç uygular. Her yağlama noktasındaki enjektör, yay kuvvetiyle ölçülü bir doz iletir; ardından sistem basıncı düşürülerek enjektörler sıfırlanır. Hacimsel kesinlik yüksektir: piston başına 0.2–2.0 cm³ gibi sabit dozlar elde edilir. Küçük ve orta ölçekli makineler, takım tezgahları ve paketleme hatları için idealdir.
Çift Hat Sistemleri
İki ana hat dönüşümlü olarak basınçlandırılır; 4/2 yönlendirme valfi bir hattı basınçlı tutarken diğerini tahliye eder. Bu mimari, 280 metre uzunluğundaki fırın hatları gibi uzun hat gerektiren uygulamalarda güvenilirliğini kanıtlamıştır. Çift hat sistemleri, 20–150 bar arasında ayarlanabilir devreye-alma basıncıyla özellikle ağır kıvamdaki yağlayıcılarda ve soğuk ortam koşullarında da istikrarlı çalışır.
Progresif Sistemler
Progresif dağıtıcı bloklar, her bir kanalı bir öncekinin tamamlanmasından sonra sırayla besler. Bu zorunlu ardışıklık sayesinde herhangi bir noktanın tıkandığı hemen anlaşılır: sistemin herhangi bir kanalı bloke olduğunda tüm dağıtıcı durur ve bu durum piston monitörü veya limit anahtarıyla algılanabilir. Küçük-orta yağlama noktası sayısına sahip, erişimi güç konumları olan ekipmanlarda —inşaat makineleri, kamyon şasileri, tekstil makineleri— sıklıkla tercih edilir.
Ana Komponentler ve Görevleri
Her merkezi yağlama sistemi beş temel alt sistemden oluşur. Bu bileşenlerin doğru seçilmesi, sistemin ömrü ve güvenilirliği açısından belirleyicidir.
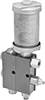
- Pompa ve rezervuar: Yağlayıcıyı basınçlandırır. Hava tahrikli, elektrik motorlu veya el tahrikli olabilir. Rezervuar kapasitesi 0.5–20 litre arasında değişir; seviye sensörü ile teçhiz edilmiş modeller düşük seviyeyi kontrol ünitesine bildirir.
- Dağıtıcı bloklar / enjektörler: Tek hatta enjektörler; progresif sistemlerde kademeli dağıtım blokları kullanılır. Her çıkış noktası için doz miktarı ayarlanabilir.
- Ana boru hattı: Genellikle 6–12 mm çapında çelik veya yüksek basınca dayanıklı plastik boru kullanılır. Bükülme yarıçapı imalatçı toleranslarına uygun olmalıdır.
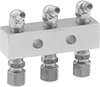
- Gresorler ve bağlantı noktaları: Gres nipeli (Zerk tipi, düğme başlı veya sızdırmaz tip), yağlayıcının rulman yatağına girdiği noktadır. Manifoldlar, birden fazla noktayı tek bir besleme noktasında toplar.
- Kontrol ünitesi ve monitörler: Zamanlayıcı, saat sayacı veya makine çevrim sayacına bağlı olarak yağlama döngüsünü tetikler. Akış monitörleri her döngünün tamamlandığını doğrular.

Gres Nipellerinin Seçimi
Gres nipeli (gresor), sistemin rulman yuvasıyla buluştuğu kritik noktadır. Yanlış seçim sızıntıya veya yetersiz beslenmeye neden olabilir. Aşağıdaki tablo yaygın tipleri karşılaştırmaktadır.
| Tip | Özellik | Tipik uygulama |
|---|---|---|
| Standart (Zerk / 45°) | 1/4"-28 veya 1/8" BSP diş; NLGI 1–3 grese uygun | Rulman yuvaları, biyel milleri, dingiller |
| Düğme başlı (Button head) | Düşük profil; gresor başlığı yüzey hizasında | Dar ve erişimi kısıtlı konumlar |
| Sızdırmaz (Leakproof) | Yay takviyeli çekvalf; tozsuz geri çekilme | Gıda işleme, temiz oda, su altı |
| Uzaktan erişimli | Esnek hat veya manifoldla ana gövdeden uzağa taşınır | Dönen parçalar, motor kapakları |
| Diş açılmamış delikler için | Kendinden dişli veya presle takılan tip | Dökme demirde önceden açılmamış delikler |
Kurulum Adımları
Merkezi yağlama sisteminin güvenilirliği büyük ölçüde doğru montaja bağlıdır. Hatalı boru çapı veya yanlış enjektör konumu, tüm sistemin etkinliğini düşürür.
- Yağlama noktalarını haritalandır: Ekipman üzerindeki tüm rulman yataklarını, dişli kutularını ve kayma yüzeylerini tespit et. Her nokta için gerekli yağlayıcı tipini (gres NLGI sınıfı veya yağ viskozitesi) ve doz miktarını belirle.
- Sistem tipini seç: 1–50 nokta ve kısa hat mesafesi için tek hat veya progresif; 50+ nokta ve uzun mesafe için çift hat mimarisini değerlendir.
- Boru hattını boyutlandır: Ana hattın iç çapı, pompa debisine ve toplam hat uzunluğuna göre hesaplanmalıdır. Basınç düşümü, pompanın çalışma basıncının %20'sini geçmemelidir.
- Dağıtıcıları ve gresorları monte et: Manifold ve bağlantı bloklarını fiziksel darbe, ısı ve titreşimden uzak konumlara yerleştir. Gresorları rulman yuvalarına dik açıyla ya da imalatçının belirttiği açıyla tak.
- Hava kalıntılarını tahliye et: Sistemi ilk kez devreye almadan önce her hat ucundaki nipelden gres veya yağ görünene kadar pompala. Hava kabarcığı, enjektörlerin düzensiz çalışmasına neden olur.
- Kontrol ünitesini programla: Döngü aralığını, makine çalışma saatine veya ürün sayısına göre ayarla. İlk kurulumda üretici önerilerini referans al; ardından yağlama noktası sıcaklık ölçümlerine göre ince ayar yap.
- Sızıntı ve akış testini gerçekleştir: Sistem basınca alındığında tüm bağlantıları kontrol et. Akış monitörleri her enjektörün doğru çalıştığını doğrulamalıdır.
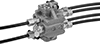
Yağlayıcı Akış Kontrolü ve Manifoldlar
Birden fazla yağlama noktasının farklı gres miktarı gerektirdiği durumlarda manifold tabanlı dağıtım tercih edilir. Yağ manifoldları, merkezi bir noktadan çoklu çıkışa eşit ya da ölçülü akış sağlar. Akış ayar vanaları ise her kol için debiyi bağımsız olarak kalibre etmeye olanak tanır.
Manuel Yağlamaya Göre Avantajlar
Merkezi yağlama sisteminin temel değeri, her makine çevrimi veya belirli zaman aralığında küçük ama sürekli dozların uygulanmasından gelir. Bu yaklaşım manuel (periyodik toplu) yağlamaya kıyasla birkaç kritik fark yaratır.
- Rulman ömrünün uzaması: Sürekli ve ölçülü yağlama, rulman yataklarından nem ve kontaminantları iter; çeşitli endüstriyel uygulamalarda rulman ömründe %30–50 artış raporlanmaktadır.
- Aşırı yağlama riskinin ortadan kalkması: Manuel gres tabancasıyla uygulanan fazla miktardaki gres, conta hasarına ve yağlayıcı kirlenmesine yol açar. Ölçülü enjektörler bu riski sıfırlar.
- Bakım personelinin güvenliği: Dönen parçaların üzerindeki yağlama noktalarına çalışma sırasında ulaşmak gerekmez; kaza riski azalır.
- Yağlayıcı tüketiminin azalması: Sızdırmaz nipel ve kesin dozaj, gres israfını önemli ölçüde düşürür.
- Takip ve izleme kolaylığı: Akış monitörleri ve piston sensörleri, her döngüde tüm noktaların beslendiğini kayıt altına alır; bakım geçmişi dijital olarak tutulabilir.
Periyodik Bakım
Merkezi yağlama sistemi otomatik olsa da periyodik denetim gerektirir. Rezervuar seviyesinin düzenli izlenmesi, gres türünün zamanla değiştirilmemesi (farklı baz yağlarının karışımı pompa ve nipel hasarına yol açar) ve boru hatlarında çatlak veya sıkışma kontrolü yapılması sistemin uzun ömürlü çalışmasını sağlar. Kontrol ünitesinin yıllık kalibrasyonu ve enjektörlerin her iki yılda bir temizliği ise düzenli bakım planının temel unsurlarıdır.
Sıkça Sorulan Sorular
Kaç yağlama noktası için merkezi sistem kurulmalı?
Genel kural: 5 veya daha fazla erişimi güç ya da makine çalışırken tehlikeli olan yağlama noktası varsa merkezi sistem ekonomik olarak haklılanır. Progresif sistemler 4–50 nokta, çift hat sistemleri 50–300+ nokta için uygundur.
Tek hat ile progresif sistem arasındaki fark nedir?
Tek hat sistemlerinde her enjektör bağımsız çalışır ve birinin arızası diğerlerini etkilemez. Progresif sistemlerde dağıtım sıralıdır; bir kanal bloke olduğunda tüm sistem durur ve bu durum sensörle algılanabilir. Progresif sistemler bu yüzden daha kolay arıza teşhisi sunar.
Hangi gres NLGI sınıfı uygundur?
Çoğu tek hat ve progresif sistem NLGI 1–2 ile çalışır. Uzun hatlar ve düşük sıcaklıklar için NLGI 0 veya 00 tercih edilir. Çift hat sistemleri daha geniş bir kıvam aralığını (NLGI 0–3) kaldırabilir. Farklı NLGI sınıflarını aynı sistem içinde karıştırmayın.
Sistemde sızıntı olduğunda nasıl tespit edilir?
Akış monitörleri ve piston sensörleri, belirlenen sürede enjektör pistonu hareket etmediğinde alarm üretir. Görsel denetimde nipel çevresi kuru olmalıdır; ana hatta sürekli basınç kaybı hat sızıntısına işaret eder.
Yağlama döngü aralığını nasıl belirlerim?
İlk kurulumda rulman kataloğundaki yeniden yağlama aralığını başlangıç noktası olarak alın. Rulman yuvası sıcaklığını çalışma sırasında ölçün: normal çalışma sıcaklığından 10°C fazlası fazla yağlamaya, düşük sıcaklık ise yetersiz yağlamaya işaret edebilir. Buna göre döngü sıklığını artırın ya da azaltın.