Mengene Türleri: Makine, Bank ve Pres Mengenesi Farkları
Mengene seçimi yalnızca boyutla ilgili değildir. Makine mengenesi, bank mengenesi ve matkap pres mengenesi birbirinin yerine kullanılamaz; hassasiyet sınıfı, sıkıştırma kuvveti ve montaj geometrisi uygulamayı belirler.
Metal işleme atölyelerinde en sık yapılan hatalardan biri, elaltında hangi mengene varsa onu kullanmaktır. Oysa bir frezeleme tezgâhına bağlanan bank mengenesi, yüzey kalitesini ve ölçü hassasiyetini doğrudan etkiler. Tersine, pahalı bir makine mengenesi de çalışma tezgâhında gereksiz bir kısıtlama getirir. Şekillendirme süreçlerinde doğru iş parçası tutma, hem takım ömrünü hem de işlenmiş yüzey kalitesini belirleyen birincil faktördür.
Makine Mengenesi (Machine Vise / Milling Vise)
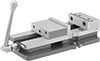
Makine mengenesi, freze tezgâhı tablasına T-yuvası cıvatalarıyla sabitlenmek üzere tasarlanmıştır. Gövde genellikle sfero dökme demir (FCD60, min. 600 MPa çekme dayanımı) ya da çelik dökümdür; taban ve çene yüzeyleri taşlanarak düzlemsellik 0.01 mm/300 mm ya da daha sıkı toleransa getirilir. Hareketli çene, sıkıştırma sırasında parçayı yukarı kaldırma eğilimini engelleyen kama (wedge) ya da aşağı-baskı mekanizmasına sahiptir. Bu sayede küçük bir sap momentiyle yüksek sıkıştırma kuvveti elde edilir: 4” (100 mm) çene genişliğinde tipik maksimum kuvvet 19–25 kN, 6” (150 mm) modellerde ise 35–55 kN düzeyine çıkar. Frezeleme, honlama ve koordinat borma gibi süreçlerde tercih edilen birincil iş tutma aracıdır.
Döner Tabanlı (Swivel) Makine Mengeneleri
Döner tabanlı modellerde gövde, derece bölüntülü bir taban üzerinde 360° dönebilir. Bu özellik, iş parçasını tezgâhtan çıkarmadan açılı frezeleme yapılmasına olanak tanır. Hassas konumlandırma gerektiren işlerde döner tabanın kilitlenmesi mutlaka yapılmalıdır; aksi hâlde frezeleme kuvvetleri konumu bozar. Kilit olmayan modeller veya döner taban aşınmış makineler için Kurt® gibi markaların swivel tabanları ayrı aksesuar olarak temin edilebilir.
Kendinden Merkezlemeli Makine Mengeneleri
Çift vidalı mekanizma iki çeneyi eş zamanlı ve eşit miktarda hareket ettirir; bu sayede iş parçası otomatik olarak merkeze alınır. Yuvarlak ve simetrik parçaları merkeze getirmek için ek ölçüm ya da ayar gerekmez. Takım tezgâhlarında seri imalat parçası bağlamak için süreli üretimde avantaj sağlar. Ancak yüzey işlenmiş düz parçalarda standart tek çeneli modeller genellikle daha rijit sıkıştırma verir.
Bank Mengenesi (Bench Vise / Tezgâh Mengenesi)
Bank mengenesi, çalışma tezgâhının ön kenarına kalıcı olarak cıvatalanır. Gövde genellikle gri dökme demirdir; çene genişliği 100–200 mm, ağız açılımı ise 120–250 mm arasında değişir. Eğilebilir başlıklı (tilting-head) modeller boruları ve düzensiz kesitli parçaları bağlamak için çeneyi dikey veya açılı konuma getirebilir. Bank mengenesin temel işlevi dosyalama, kesme, düzeltme ve kısa süreli elde tutma gibi atölye işlemlerinde iş parçasını sabit kılmaktır. Makine mengenesinin aksine taban yüzeyi hassas taşlanmaz; freze veya taşlama tezgâhına bağlamak için uygun değildir.

Çene Koruyucuları ve Aksesuarlar
Ham çene yüzeyleri çelik ya da dökme demirden oluştuğu için yumuşak malzemeleri ve işlenmiş yüzeyleri çizer. Alüminyum, bakır veya plastik kaplamalar hasarı önler. V-blok çene koruyucuları boru ve yuvarlak çubukları merkeze alır. Manyetik montajlı koruyucular çıkarıp takmayı hızlandırır; sarmalı (wraparound) modeller ise beş yüzü aynı anda örter.
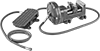
Matkap Pres Mengenesi (Drill-Press Vise)
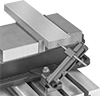
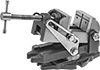
Matkap pres mengenesi, matkap tezgâhının tablasına bağlanmak üzere düşük profilli tasarlanmıştır; bu sayede matkap ucunun tablo yüzeyine yakınlığı korunur. Gövde tabanı düzlemsel işlenmiş olmakla birlikte makine mengenesi kadar hassas taşlanmamıştır; delme, raybalama ve kılavuz çekme gibi eksenel kuvvet gerektiren işlemler için yeterlidir. Çapraz kaymalı (cross-slide) modeller X-Y ekseninde iş parçasını makineyi durdurmadan konumlandırabilir, delik deseni işlerken özellikle verimlidir. Dönen başlıklı (pivoting-head) modeller ise parçayı dikey veya açılı konumda bağlamak için çeneyi döndürebilir.

Tip Karşılaştırması
| Özellik | Makine Mengenesi | Bank Mengenesi | Matkap Pres Mengenesi |
|---|---|---|---|
| Tipik çene genişliği | 75–200 mm | 100–200 mm | 75–150 mm |
| Maks. sıkıştırma kuvveti | 15–55 kN (4”–6”) | 5–25 kN | 3–10 kN |
| Taban hassasiyeti | Hassas taşlanmış (≤0.01 mm/300 mm) | Ham ya da düzleştirilmiş | İşlenmiş, taşlanmamış |
| Montaj | T-yuvası ile freze/taşlama tablası | Tezgâh kenarına kalıcı | Matkap tezgâhı tablası |
| Kama/aşağı-baskı mekanizması | Evet (hareketli çene kaldırmayı engeller) | Hayır | Çoğunda hayır |
| Döner taban seçeneği | Evet (swivel) | Evet (eğilebilir başlık) | Evet (pivoting head) |
| Temel uygulama | Frezeleme, honlama, borma | Dosyalama, kesme, montaj | Delme, raybalama, kılavuz |
Hassas ve Özel Amaçlı Modeller
Dovetail (kırlangıç kuyruğu) freze mengeneleri, hareketli çeneyi T-yuvası yerine dovetail kızak üzerinden taşır; bu tasarım, geleneksel T-yuvalı modele göre daha geniş bir açılım ve yan yük kapasitesi sağlar. Kompakt freze mengeneleri, küçük parçalar veya dar tezgâh tablası için tercih edilir; 50–75 mm çene genişliğiyle 200 mm çeneli bir modelin getireceği rijiditeyi küçük kesitte yoğunlaştırır. Havalı (pnömatik) makine mengeneleri seri üretim hatlarında sık sık tekrarlanan bağlama işlemlerinde insan hatasını azaltır ve döngü süresini kısaltır; sıkıştırma kuvveti merkezi sistem basıncına bağlıdır, hava kesilmesine karşı mekanik kilit zorunludur.

Seçim Kriterleri
- Tezgâh türü önce belirlenir: Freze veya taşlama → makine mengenesi. Matkap tezgâhı → pres mengenesi. Genel atölye işleri → bank mengenesi.
- Çene genişliği iş parçası genişliğini karşılamalıdır: Parçanın tüm temas yüzeyi çene içinde kalmalıdır; taşan parçalarda moment ve yerinden oynama artar.
- Sıkıştırma kuvveti uygulamaya göre seçilir: Titanyum, sertleştirilmiş çelik gibi sert malzemelerde yüksek kuvvetli kama mekanizmalı modeller tercih edilir; yumuşak alüminyumda aşırı kuvvet parça deformasyonuna yol açar.
- Tekrarlanabilirlik gereksinimini değerlendirin: Seri üretimde aynı parçanın her bağlamada aynı pozisyona oturması için mengene durdurucuları ve hassas taşlanmış çeneler kritiktir.
- Döner taban gereksinimine karar verin: Açılı işlemler varsa swivel modeller zaman kazandırır; sabit uygulamalarda döner taban gereksiz bir değişken ve zayıflık noktası olabilir.
- Malzeme uyumluluğunu kontrol edin: Bakır, alüminyum gibi yumuşak metallerde ham çene yüzeyi iz bırakır; çene koruyucu veya değiştirilebilir çene kullanın.
Mengene Çeneleri ve Aksesuarları
Makine mengenenin performansı büyük ölçüde çene kalitesine bağlıdır. Sertleştirilmiş (hardened) çeneler aşınma direnci sağlar; işlenebilir (machinable) çeneler ise özel iş parçası profiline göre talaşlı işlem yapılmasına izin verir. Değiştirilebilir paralel kılavuzlu modeller, farklı yüksekliklerdeki iş parçalarını aynı mengene üzerinde sabitlemeyi kolaylaştırır. Hızlı değiştirilebilir çeneler, seri üretimde setup süresini önemli ölçüde düşürür.

Sıkça Sorulan Sorular
Makine mengenesi ile bank mengenesi arasındaki en önemli fark nedir?
Makine mengenesi taban ve çene yüzeyleri hassas taşlanmıştır; kama mekanizması sıkıştırma sırasında parçayı yukarı kaldırmaz. Bank mengenesi ise tezgâh kenarına kalıcı bağlanır, taşlanmış yüzey gerektirmeyen dosyalama ve montaj işlemleri için uygundur. Makine mengesini freze tezgâhında kullanmadan bank mengenesiyle aynı ölçü hassasiyetini elde etmek mümkün değildir.
Matkap pres mengenesi freze tezgâhında kullanılabilir mi?
Teknik olarak mümkündür; ancak taban hassasiyeti makine mengenesi kadar sıkı değildir ve kama mekanizması olmadığından sıkıştırma sırasında parça hafifçe kalkabilir. Delme ve raybalama gibi eksenel baskı gerektiren işlemler için freze tezgâhında da kullanılabilir; frezeleme kesintisiz yanal kuvvetler ürettiğinden bu uygulamada tercih edilmez.
Döner (swivel) tabanlı makine mengenesi hassas işlerde kullanılabilir mi?
Evet, ancak açı kilidinin tam sıkıldığından emin olunması şarttır. Kilidin gevşek kalması frezeleme kuvvetleri altında konum kaymasına neden olur. Kritik açı toleransları için döner tabanı kilitledikten sonra ayrıca bir test kesimi ile konum doğrulanmalıdır.
Çapraz kaymalı pres mengenesi ne zaman tercih edilmeli?
Tek iş parçası üzerinde birden fazla delik açılacaksa ve her delik arasında konumu değiştirmek gerekiyorsa çapraz kaymalı model ciddi zaman kazandırır. Matkap tezgâhını durdurup iş parçasını yeniden konumlandırmak yerine X-Y kollarıyla kaydırma yeterlidir. Delik deseni işlerinde veya seri delme işlemlerinde standart modele göre belirgin bir üretkenlik artışı sağlar.
Kompakt freze mengenesi ile standart arasında rijidite farkı var mı?
Küçük boyutlu parçalarda kompakt model yeterlidir ve daha az tezgâh alanı kaplar. Büyük talaş kaldırma veya ağır hizmet frezelemede kompakt gövdenin kütlesi ve taban alanı daha az rijidite sağlar; bu durumda standart ya da ağır hizmet sınıfı makine mengenesi tercih edilmelidir.