Delik Çapına Göre Doğru Matkap Ucu Nasıl Seçilir
Yanlış matkap ucu seçimi; takım ömrünü kısaltır, yüzey kalitesini bozar ve zaman kaybına yol açar. Doğru seçim üç eksende yapılır: delik çapı, iş malzemesi ve işleme koşulları.
Matkap ucu seçimi, görünürde basit bir kararken pratikte birçok değişkenin kesiştiği noktadadır. Delik çapı tek başına yeterli bir ölçüt değildir; iş malzemesinin sertliği, kesici takımın malzemesi, kaplaması ve geometrisi eşit ölçüde belirleyicidir. Şekillendirme kategorisinde spiral uçtan delik testeresine uzanan geniş bir yelpaze mevcuttur; her seçim kötü bir yüzey kalitesi, erken aşınma ya da takım kırılmasıyla sonuçlanabilir. Bu rehber üç temel ekseni birlikte ele alır: çap aralığı, kesici malzeme ve iş malzemesi uyumu.
Çap aralığına göre takım ailesi
Delik çapı, hangi takım ailesinin kullanılacağını belirleyen ilk filtredir. Aynı çapta spiral uç, kademeli uç ve delik testeresi kullanılabiliyorsa seçim; malzeme kalınlığı, delik adedi ve yüzey kalitesi gereksinimi ile yapılır.
| Çap aralığı | Önerilen takım ailesi | Tipik uygulama | Sınırlama |
|---|---|---|---|
| 0.5 – 13 mm | Spiral matkap ucu (DIN 338) | Metal, plastik, ahşap; genel amaçlı delik | Büyük çaplarda titreşim artar |
| 4 – 32 mm | Kademeli (step) matkap ucu | Sac metal, elektrik panosu, ≤ 4 mm levha | Kalın parçada geçerli değil |
| 14 – 200 mm | Delik testeresi (hole saw) | Büyük çaplı delikler, ahşap, ince metal, plastik | Derinlik sınırlı (≈ 25–50 mm), çekirdek çıkarma gerektirir |
| Büyük çap, derin delik | Karbur uçlu matkap ucu | CNC tezgâhı, yüksek devirli delik işleme | Yüksek maliyet; el matkapta genellikle kullanılmaz |

Kesici malzeme seçimi: HSS, kobalt ve karbur
Spiral matkap ucunda üç ana kesici malzeme kullanılır. Her biri farklı sertlik, ısı direnci ve fiyat noktasında konumlanır. Doğru seçim, iş malzemesinin sertliğine ve seri üretim koşuluna bağlıdır.
| Malzeme | Sertlik (yaklaşık) | Isı direnci | İdeal kullanım | Dikkat |
|---|---|---|---|---|
| HSS (M2 yüksek hız çeliği) | 60–65 HRC | Orta (≈ 600 °C) | Aluminyum, bakır, pirinç, düşük karbonlu çelik, plastik, ahşap | Paslanmaz çelik ve sert alaşımlarda ömür kısa |
| HSS-Co (kobalt katkılı, M35/M42) | 65–70 HRC | Yüksek (≈ 700 °C) | Paslanmaz çelik, sert alaşım çeliği, dökme demir | Standard HSS'ye göre %30–50 daha pahalı |
| Karbur (WC-Co sinterlenmiş) | 80–90 HRA | Çok yüksek (≈ 900 °C) | CNC işleme, sert çelik, titanyum, kompozit, seramik | Darbe ve titreşime duyarlı; el matkapta kırılma riski |
Geometri: uç açısı, spiral tipi ve sap
Kesici malzeme seçildikten sonra geometri detayları belirleyici olur. DIN 338 standardına göre tanımlanan jobber serisi spiral matkap uçlarında üç temel geometri parametresi vardır: uç açısı, spiral açısı ve sap tipi.
- Uç açısı 118°: Standart DIN 338 geometrisi; çelik ve demir gibi orta sertlikteki metallerde standart seçim. Konumlandırma için merkez noktası gerekir.
- Uç açısı 135° (split point / çapraz bileme): Kendinden merkezleme özelliği sayesinde merkez kalemine gerek olmadan başlatılabilir. Sac metal ve paslanmaz çelikte önerilir.
- Kısa spiral (N tipi): Genel amaçlı; çelik ve dökme demirde standart. DIN 338 N olarak tanımlanır.
- Hızlı spiral (H tipi): Aluminyum, bakır ve yumuşak metallerde talaş atımı daha kolaydır; DIN 338 H.
- Yavaş spiral (W tipi): Ahşap, plastik ve fiber takviyeli malzemelerde DIN 338 W tipi önerilir; talaş kapasitesi daha yüksektir.
- Silindirik sap: El matkapları ve tezgâh matkapları için standart. DIN 338 kapsamındaki uçların tamamı silindirik saplıdır.
- Morse konik sap (MK): Büyük çaplı uçlarda (genellikle ≥ 13 mm) tezgâh mili ile doğrudan bağlantı için kullanılır.
İş malzemesine göre seçim matrisi
Aşağıdaki tablo, yaygın iş malzemeleri için önerilen kesici malzeme, uç açısı ve soğutma koşullarını bir arada sunar. Seri üretimde (100+ delik) bir sınıf üstü kesici malzeme seçmek takım değiştirme süresini ve toplam maliyeti düşürür.
| İş malzemesi | Kesici malzeme | Uç açısı | Soğutma |
|---|---|---|---|
| Düşük karbonlu çelik (St37, S235) | HSS veya HSS-Co | 118° | Kesme yağı veya soğutma suyu |
| Paslanmaz çelik (304, 316) | HSS-Co (M35/M42) | 135° split point | Bol soğutma suyu; düşük devir |
| Aluminyum ve aluminyum alaşımları | HSS (H spirali) | 118° – 130° | Kuru veya kesme yağı |
| Dökme demir | HSS veya HSS-Co | 118° | Kuru (talaş toz hâlindedir) |
| Titanyum alaşımı | HSS-Co veya karbur | 135° split point | Bol soğutma; çok düşük devir |
| Plastik (PC, PA, ABS) | HSS (W spirali tercih) | 118° – 60° özel açı | Kuru veya basınçlı hava |
| Ahşap ve kompozit levha | HSS veya brad-point uç | 60°– 90° (ahşap özel) | Kuru |
Sac metal ve ince levha: kademeli matkap ucu
4 mm ve altındaki levhalarda büyük çaplı spiral uç kullanmak, levhayı kısmen deler, kısmen koparır. Kademeli matkap uçları (step drill) bu sorunu çözer: tek alet birden fazla çapı kapsar, levhayı tutarak temiz yüzey bırakır. Birden fazla çapa ihtiyaç duyulan sac metal işlerinde kademeli uç seçimi doğrusal kesme süresi ve alet değiştirme maliyetini azaltır.
Özel uygulamalar: merkez delme, havşa ve kılavuz-matkap setleri
Spiral matkap ucunun dışında, işlem sürecinin farklı aşamalarında kullanılan üç özel takım ailesi mevcuttur.
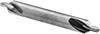
- Merkez matkap ucu: Torna ve tezgâh işlemlerinde uzun iş parçasını punta ucuyla desteklemeden önce merkez noktasını açar. DIN 333 A ve B tiplerine göre standartlaştırılmıştır; çap 1–10 mm, konik açı 60° veya 75°. Spiral uca başlamadan önce de konumlama için kullanılır.
- Havşa (countersink / counterbore) matkap ucu: Civata başının gömülmesi gereken yerlerde delik kenarına konik (havşa) veya silindirik (karşı havşa) boşluk açar. DIN 335 82° / 90° / 120° konik havşa; çapı delik çapının 1.5–2 katı seçilir.
- Kılavuz-matkap seti: Önce deliği açan matkap ucu ile ardından dişi açan kılavuzun aynı elde bulunması; delik çapı ile kılavuz çapının uyumunu garanti eder ve hatalı ön delik boyutundan kaynaklanan kılavuz kırılmalarını önler.

Takım ömrünü uzatmak: devir, ilerleme ve soğutma
Doğru seçim yapılmış bir matkap ucunun ömrü, büyük ölçüde çalışma parametrelerine bağlıdır. Çevresel kesme hızı (m/dak) malzeme-takım çiftine göre değişir; bu değer yüksek tutulursa ısı artar ve kesici malzeme hızla körelir. Genel kural olarak:
- Devir seçimi: Çevresel kesme hızı (Vc, m/dak) ve delik çapından hesaplanır: n (dev/dak) = (Vc × 1000) / (π × d). Aluminyumda Vc ≈ 60–100 m/dak; paslanmaz çelikte ≈ 10–20 m/dak; çeliktedir ≈ 20–35 m/dak.
- İlerleme hızı: Çok düşük ilerleme (el hissine dayalı hafif baskı) iş sertleşmesine ve sürtünme ısısına yol açar; çok yüksek ilerleme ise kırılmayı artırır. Delik çapı büyüdükçe devir düşürülür, ilerleme (mm/dev) artırılır.
- Soğutma: Paslanmaz çelik ve titanyumda kesme sıvısını ucun ön yüzüne doğrudan uygulamak kritiktir. Aluminyumda kuru çalışmak veya basınçlı hava kullanmak çoğu durumda yeterlidir.
- Yeniden bileme: HSS spiral uçlar bileme ile ekonomik biçimde geri kazanılabilir. İyi bir bileme makinesinde 118° veya 135° açı ve doğru topuk taşlaması (relief) sağlanmalıdır.
Sıkça Sorulan Sorular
DIN 338 matkap ucu ile DIN 340 arasındaki fark nedir?
DIN 338 'jobber length' (standart boy) tanımlar; toplam uzunluk ve flüt uzunluğu çapa göre standartlaştırılmıştır. DIN 340 daha uzun flüt boyuna sahiptir (long series) ve derin deliklerde talaş atımı için tercih edilir. Kısa DIN 1897 ise sert malzemelerde titreşimi azaltmak için tercih edilir.
HSS-G ile HSS-R arasındaki fark nedir?
HSS-R (rolled) yuvarlama ile biçimlendirilmiş uçtur; malzeme liflerinin yönü kenar boyunca devam eder ve darbeye daha dayanıklıdır. HSS-G (ground) frezelenip bilenerek üretilir; geometri hassasiyeti yüksektir, yüzey kalitesi iyidir. Hassas çalışmalar için HSS-G tercih edilir.
Kaplama (TiN, TiAlN, TiCN) gerçekten fark yaratır mı?
Evet, ancak sınırlı koşullarda. TiN kaplama sürtünmeyi azaltır, yüzey sertliğini artırır ve özellikle demir dışı metallerde ve plastiklerde ömrü uzatır. TiAlN ve TiCN daha yüksek sıcaklık direnciyle kuru veya az soğutulan kesme koşullarında avantajlıdır. Paslanmaz çelik ve sert alaşımlarda kaplama, kobalt veya karbur yapı malzemesinin yerini tutmaz.
Hangi çaptan sonra delik testeresi (hole saw) kullanmak gerekir?
Pratik sınır yaklaşık 25–30 mm'dir. Bu çapın üstünde spiral matkap ucuyla yeterli kesme hızı sağlamak güçleşir, enerji tüketimi ve takım maliyeti yükselir. Delik testeresi bu aralıkta hem daha ekonomik hem de daha hızlı çalışır. Ancak malzeme kalınlığı testere kap derinliğini aşıyorsa annüler kesici (hollow cutter) tercih edilir.
Matkap ucu merkez kaçıklığı (runout) neden önemlidir?
Tezgâh mili ile matkap ucu arasındaki eksen kaçıklığı, delik çapını nominal değerden büyütür, yüzey pürüzlülüğünü artırır ve matkap ucunu erken aşındırır. 0.01 mm ve altındaki TIR (toplam gösterge okuması) hassas delik işlemede standart kabul edilir. Mandren kalitesi ve oturma temizliği bu parametreyi doğrudan etkiler.