Matkap Ucu Tipleri ve Hangi Malzemeye Uygundur
Her malzeme farklı bir matkap ucu geometrisi ister; yanlış eşleşme hem ucu eritir hem de iş parçasını mahveder. Bu rehber, yaygın uç tiplerinin malzeme ve uygulama bazında doğru seçimini özetler.
Delik açma işlemi görünürde basittir; ancak uç tipi, malzeme sertliği ve kesme parametreleri birbiriyle uyumsuz olduğunda sonuç ya körelmiş bir uç ya da hasarlı bir yüzeydir. Yüksek hız çeliği (HSS) spiralden karbür uçlara, SDS şaftlı kaya matkaplarından delik testerelerine kadar uzanan şekillendirme kategorisinde farklı geometri ve malzeme seçenekleri bulunur. Doğru seçim; üretilen malzeme, çalışma hızı (RPM) ve delme derinliği göz önünde bulundurularak yapılmalıdır.
HSS Spiral Matkap Uçları: Genel Amaçlı Temel Tip
Yüksek hız çeliği (HSS / M2 grade) spiral matkap uçları, endüstriyel uygulamaların büyük çoğunluğunda ilk tercihtir. 118° uca açısı olan standart jobber tipler yumuşak-orta sertlikte çelik, alüminyum ve plastik için uygundur. 135° split-point (bölünmüş nokta) geometrisi ise kayma yapmadan malzemeye tutunan yapısıyla paslanmaz çelik ve daha sert alaşımlarda merkezleme çıkıntısı gerektirmeksizin çalışır. HSS spiral uçların tipik kesme hızı aralığı: alüminyum için 60–120 m/dk, yumuşak çelik için 20–35 m/dk, paslanmaz çelik için 8–15 m/dk.
Kobalt Çelik Matkap Uçları (M35 / M42)
Kobalt alaşımlı HSS uçlar (%5 Co: M35, %8 Co: M42) sıradan HSS'e göre yaklaşık 100 °C daha yüksek sıcaklığa dayanır. Bu fark özellikle paslanmaz çelik, titanyum ve Inconel gibi ısı üreten malzemelerde belirginleşir. M42 uçlar ayrıca 45 HRC'ye kadar sertleştirilmiş çelikte de kullanılabilir. Kobalt uçlar yeniden bilenebilir; bu, toplu üretim hatlarında ömür maliyetini düşürür. Önemli: kobalt içeriği yükseldikçe uç daha kırılgandır; titreşimli (darbe) matkaplarda kobalt uç kullanmayın.
Karbür Uçlu Matkap Uçları: Yüksek Hacim ve Sert Malzeme
Semente karbür (WC-Co) matkap uçları, HSS'e göre 3–5 kat daha fazla sertliğe ve ısı dayanımına sahiptir. İki ana kullanım alanı vardır: (1) CNC tezgahlarında yüksek RPM ve soğutma sıvısıyla seri delik açma, (2) grafitli dökme demir, temperli çelik veya karbon fiber gibi aşındırıcı malzemelerin işlenmesi. Değiştirilebilir karbür uçlu (indexable insert) sistemlerde uc kırıldığında yalnızca uç değiştirilir; gövde korunur.
Ahşap ve Kompozit Matkap Uçları
Ahşap için standart HSS spiral uç kullanılabilir ancak en iyi sonucu özel tasarımlar verir. Brad-point (sivri uçlu) uçlar: merkez pimi sayesinde kaymaz, çıkış yüzeyinde lif yırtılmasını azaltır; kontplak ve kontraplak için idealdir. Forstner uçları: düz tabanlı, büyük çaplı çukur açmak için kullanılır; menteşe ve ahşap bağlantı işleri için standart seçimdir. Burgulu (auger) uçlar: derin delik ve kütük delme için tasarlanmıştır; uzun helix açısı talaşı hızlı tahliye eder. Karbon fiber ve fiberglas kompozitlere ise özel karbür veya elmas kaplı uçlar gereklidir; standart HSS hızla körelir.
Kagir, Beton ve Tuğla: SDS ve Darbeli Matkap Uçları
Beton ve kagir malzemelerde HSS hiçbir sonuç vermez; karbür uçlu darbe (hammer) matkap uçları şarttır. SDS-Plus şaft: 13 mm'ye kadar çaplar, hafif-orta sınıf darbeli matkaplarla kullanılır; uç mandrene tam oturmadan kayarak ileri-geri hareket eder, titreşimi gövdeden izole eder. SDS-Max şaft: 16 mm üzeri büyük çaplar ve ağır elektropnömatik cihazlar için tasarlanmıştır. Kırma (chisel) uçları: delme değil, kagiri kırmak veya delik büyütmek amacıyla kullanılır; dönüş olmadan yalnızca darbe modu. Beton delme hızı yaklaşık 0.3–0.8 m/dk'dır ve soğutma gerektirir; kuru çalışmada aralıklı baskı uygulayın ve ucu ara ara havalandırın.

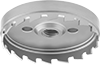
Metal İçin Delik Testereleri ve İçi Boş Kesiciler
Çap 20 mm'nin üzerine çıktığında spiral matkap verimsizleşir; delik testeresi veya içi boş kesici (hollow core cutter / annular cutter) tercih edilmelidir. Bi-metal (HSS + M42 diş) delik testereleri çelik, demir ve paslanmaz çeliğe uygulanabilir; diş adımı (TPI) ince saç metal için yüksek, kalın kesit için düşük seçilmeli. Sert metal delik testereleri HSS ile delinemeyecek kadar sert döküm demir ve özel alaşımlar içindir; tungsten karbür dişlidir. İçi boş kesiciler (annular cutter / mag drill cutter) manyetik tabanlı matkaplarla kullanılır; yalnızca çevre boyunca keser, merkezi çekirdek bütün çıkar — büyük plaka üzerinde hızlı ve soğuk delik açma avantajı sağlar.


Özel Uygulamalar: Merkez Matkabı, Sürtünmeli ve Kademeli Uçlar
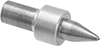
Merkez matkabı (center drill / combined drill-countersink): Torna merkezleme ve sonraki delme işlemi için referans nokta oluşturur; 60° konik profillidir. Yüksek hızda çalışır, kısa gövde titreşimi minimize eder. Sürtünmeli matkap uçları (friction drill / thermal drill): Dönen uç sürtünme ısısıyla malzemeyi eriterek delik açar ve çeperi doğal olarak kalınlaştırır; kılavuz çekmeye hazır bir vida yuvası oluşur. Sac metal ve ince duvarlı profil uygulamalarında kaynak veya perçin yerine geçebilecek bir yöntemdir. Kademeli uçlar (step drill / uni-bit): Tek uçla farklı çaplarda delik açmaya olanak tanır; özellikle elektrik panoları ve sac metal levhalarda pratiktir. 3–30 mm arasındaki her kademede keskin geçiş olmadığından çapak minimumdur.
Malzeme-Uç Tipi Seçim Tablosu
| Malzeme | Önerilen uç tipi | Uç açısı | Soğutma |
|---|---|---|---|
| Yumuşak çelik (St37–S235) | HSS spiral, M2 | 118° | Kesme yağı veya kuru |
| Paslanmaz çelik (304, 316) | HSS kobalt M35/M42, karbür | 135° split-point | Sürekli kesme yağı |
| Alüminyum ve alaşımları | HSS spiral geniş helix, karbür | 118°–130° | Kuru veya hava |
| Dökme demir | Karbür, delik testeresi | 118° | Kuru (grafit yağlama) |
| Sertleştirilmiş çelik (>45 HRC) | Karbür veya elmas kaplı | 130°–140° | Bol soğutma sıvısı |
| Ahşap ve MDF | Brad-point, HSS spiral | 90°–118° | Kuru |
| Beton ve kagir | SDS karbür darbe ucu | — | Kuru veya su |
| Seramik ve fayans | Elmas kaplı veya karbür | — | Su |
| Karbon fiber (CFRP) | Karbür veya elmas kaplı | 130°–140° | Hava soğutma |
| Sac metal (0.5–3 mm) | HSS spiral, kademeli uç | 118° split-point | Kuru |
Kesme Hızı ve Ömür: Özet Noktalar
- Ömrü uzatan en önemli faktör soğutma ve sabit ilerleme basıncıdır. Aralıklı baskı ucun tavlanmasını hızlandırır.
- Yeniden bileme: HSS uçlar uygun taşlama açısı korunarak 5–10 kez bilenebilir; karbür uçlar özel elmas taş gerektirir.
- Titreşim: Darbe modu HSS ve kobalt uçları kırar. SDS şaftlı uçlarda dönme + darbe modunu yalnızca kagir malzemede kullanın.
- Delik kalitesi: Tolerans gerektiren uygulamalarda matkap sonrası rayba işlemi H7 veya daha dar tolerans sağlar.
- Uç maliyeti vs. iş hızı: Karbür uç ilk maliyeti HSS'in 4–8 katıdır ancak yüzde yirmi ile kırk arası daha hızlı çalışır; seri üretimde toplam maliyet düşer.
Sıkça Sorulan Sorular
Paslanmaz çelik için hangi matkap ucu tipi tercih edilmeli?
135° split-point geometrili kobalt M35 veya M42 uçlar birinci terciktir. Düşük RPM, yüksek ilerleme kuvveti ve kesintisiz soğutma sıvısı şarttır; aşırı ısı paslanmaz çeliği sertleştirir ve uç anında körelmesine yol açar. Karbür uçlar CNC tezgahlarında daha yüksek verimlilik sağlar.
HSS ve karbür matkap ucu arasındaki temel fark nedir?
HSS daha toktur; çarpma ve titreşime karşı dayanıklıdır, bilenebilir. Karbür çok daha serttir ve ısıya dayanıklıdır; CNC'de yüksek RPM ve soğutmalı çalışmada uzun ömür sunar ancak kırılgandır ve darbe uygulamalarında kullanılmamalıdır.
Beton ve kagir için normal matkap uçları kullanılabilir mi?
Hayır. Beton ve kagir malzemeler için karbür uçlu SDS-Plus veya SDS-Max şaftlı darbe matkap uçları gereklidir. Standart HSS spiral uçlar sertlik farkı nedeniyle birkaç santimetre sonra tamamen köreler.
Delik testeresi mi, spiral matkap ucu mu seçilmeli?
25 mm'nin altındaki delikler için spiral matkap ucu daha verimlidir. 25 mm ve üzeri çaplarda delik testeresi veya annular cutter tercih edilmeli; bu uçlar merkezi değil yalnızca çevreyi keser, daha az enerji tüketir ve ısı üretir.
Kademeli matkap ucu (step drill) ne zaman kullanılır?
Esas olarak 0.5–3 mm kalınlığındaki sac metal ve plastik levhalar için uygundur. Tek bir uçla farklı çaplarda temiz delik açılır; pano, muhafaza ve boru geçiş uygulamaları için pratik bir seçenektir.