Kupa ve Saplı Fırçalarda Güç Aracı Bağlantı Rehberi
Kupa ve saplı fırçalarda sonucu belirleyen ilk unsur tel değil, bağlantıdır. Doğru mil, doğru sıkma ve kontrollü çıkıntı; titreşimi azaltır, yüzey izini sınırlar ve takımın daha öngörülebilir çalışmasını sağlar.
Bağlantı tipleri ve örnek ürün aileleri



Güç aracına bağlanan fırçalarda ilk karar, aşındırıcının cinsi değil bağlama mimarisidir. Saplı fırçalar genellikle matkap, el motoru ve kalıpçı taşlama tipi makinelerde; kupa fırçalar ise daha geniş temas alanı istenen yüzeylerde öne çıkar. Aşındırma ve Parlatma grubunda seçim yaparken makinenin pens, mandren veya mil yapısı önce doğrulanmalıdır.
| Karar noktası | Saplı fırça | Kupa fırça | Arböre bağlı çözüm |
|---|---|---|---|
| Tipik makine | Matkap, el motoru, kalıpçı taşlama | Taşlama veya sabit tezgah tipi makineler | Merkez delikli fırça ve disk kullanılan sistemler |
| Erişim geometrisi | Dar kanal, delik, iç çap | Geniş dış yüzey | Takım formuna göre değişir |
| Temas karakteri | Noktasal ve kontrollü | Daha geniş ve agresif | Takım ve sıkma düzenine bağlı |
| Kurulum riski | Fazla çıkıntıda titreşim artar | Yanlış mil çapında kaçıklık oluşur | Yanlış arbor seçimi merkezlemeyi bozar |
| Yüzey sonucu | Detay bölgelerde daha seçici | Hızlı temizlik ve çapak kırma | Doğru merkezlemede daha kararlı |
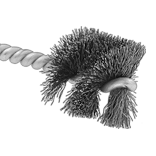
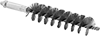
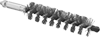
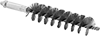
Vidalı saplı tüp fırçaları, eksenel çalışmada takımı daha güvenli taşıdığı için iç çap temizliğinde pratik bir çözümdür. Vidalı saplı zımpara tüp fırçaları yüzeyi sadece temizlemek değil, aynı zamanda hafifçe açmak gerektiğinde devreye girer. Düşük çizilme amaçlı varyantlar ise kaplamalı, paslanmaz veya iz toleransı düşük parçalarda daha güvenli bir tercih olur. Kupa fırça tarafında ise geniş yüzeye oturan geometri, pas sökme, çapak alma ve kaynak çevresi temizliğinde daha yüksek üretkenlik sağlar.
Kupa fırça ile saplı fırça ne zaman ayrışır?
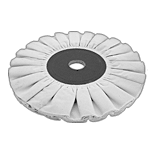
Parçanın şekli bu kararı doğrudan etkiler. Delik, kanal, kör cep veya küçük yarıçaplar varsa saplı çözüm gerekir; geniş plaka, profil dış yüzeyi veya kaynak ağzı temizliği varsa kupa fırça daha verimli olur. Aynı mantık saplı parlatma disklerinde de geçerlidir: düz ve kavisli yüzeyler için olanlar dış geometriye, iç ve düzensiz yüzeyler için olanlar erişimi zor bölgelere yöneliktir. Bu yüzden Aşındırma ve Parlatma içinde ürün seçerken yalnızca malzemeye değil, temas yönüne ve erişim kısıtına da bakılmalıdır.
- Makinenin bağlama tipi ile takımın sap veya merkez delik standardı tam uyumlu olmalıdır.
- Serbest çıkıntı arttıkça salgı ve titreşim artar; mümkün olan en kısa bağlama tercih edilmelidir.
- Hassas yüzeylerde düşük çizilme karakteri veren fırça yapıları seçilmelidir.
- İç çap işlerinde takım çapı kadar, talaş ve tozun dışarı atılma yönü de önemlidir.
- Parlatma hedefleniyorsa tel sertliği yerine yüzey izinin kontrolü ve temas basıncı öne çıkar.
- Sık takım değişen proseslerde vidalı bağlantı, tekrarlanabilirlik açısından avantaj sağlayabilir.
Mil, çıkıntı ve devir ilişkisinde kritik kurallar
Saplı bir takımın performansı, yalnızca çapına değil ne kadar desteklendiğine de bağlıdır. Pens veya mandrende yeterli bağlama boyu bırakılmadan çalışan uzun saplar, düşük yükte bile atlama yapabilir. Kupa fırçalarda ise merkezleme hatası, yüzeye vuruntu olarak yansır ve çizik paterni oluşturur. Düz, vidalı veya konik motor mili seçiminde amaç yalnızca takımı döndürmek değil; eksen kaçıklığını düşürmek, operatör yükünü azaltmak ve finisajı tekrarlanabilir hale getirmektir.
Kararlı yüzey sonucu, en agresif fırçadan değil; en doğru bağlanan fırçadan gelir.
Satın alma ve proses için kısa seçim yaklaşımı
Doğru seçim, katalogdaki en sert veya en yoğun tel yapısını almak değildir. Önce parça geometrisini, sonra makinenin bağlama altyapısını, en son da yüzey hedefini tanımlamak gerekir. Bu sıra izlendiğinde hem deneme sayısı düşer hem de takım ömrü daha öngörülebilir hale gelir. Özellikle seri işlerde aynı takımın farklı operatörlerde benzer sonuç vermesi için bağlantı standardı netleştirilmelidir.
Kısa özetle: iç çap ve detay bölgelerde saplı çözümler, geniş alan ve hızlı temizlikte kupa fırçalar, merkez delikli düzenlerde ise doğru arbor seçimi öne çıkar. Bu çerçeve, Aşındırma ve Parlatma içinde gereksiz ürün denemesini azaltır ve süreç kurulumunu daha savunulabilir hale getirir.
Sıkça Sorulan Sorular
Saplı fırça matkap mandreninde kullanılabilir mi?
Kullanılabilir; ancak sap çapı, sıkma aralığı ve ürünün izin verilen maksimum devri tam uyumlu olmalıdır. Mandrenli sistemlerde pensli sistemlere göre salgı daha kolay büyüyebilir. Uzun çıkıntı gerekiyorsa daha kısa takım, daha düşük devir veya daha rijit bağlama tercih edilmelidir.
Kupa fırça neden çoğu zaman daha agresif çalışır?
Çünkü yüzeye daha geniş temas eder ve tel demeti yükü daha yaygın taşır. Bu, pas sökme ve çapak kırmada avantaj sağlar; ancak hassas yüzeylerde iz bırakma riskini de artırabilir. Yüzey kalitesi kritikse saplı veya düşük çizilme karakterli alternatifler daha kontrollü sonuç verebilir.
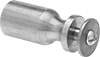
Düz, vidalı ve konik motor mili arasında seçim nasıl yapılır?
Seçim, takımın bağlantı standardına ve merkezleme ihtiyacına göre yapılır. Merkez delikli takımlarda düz veya konik arbor kullanılır; dişli bağlantılı takımlarda vidalı mil gerekir. Amaç yalnızca fiziksel uyum değil, düşük kaçıklık ve tekrarlanabilir montaj sağlamaktır.