Kör Delik ve Geçme Delik Kılavuzu Arasındaki Fark
Kör deliğe geçme delik kılavuzu çekmek; talaş birikmesinden kırık kılavuza, eksik diş derinliğinden vida tutunmamasına kadar bir dizi soruna yol açar. Fark, kılavuzun talaşı nereye attığıyla başlar.
Diş açma operasyonunda yapılan en yaygın hata, delik tipini görmezden gelerek elimdeki kılavuzu kullanmaktır. Oysa kılavuz geometrisi, doğrudan delik geometrisiyle eşleşmek zorundadır: Şekillendirme kategorisindeki kılavuz ailelerinde bile bu ayrım ürün düzeyinde belirgindir. Kör delik (blind hole) bir çıkışı olmayan, geçme delik (through hole) ise malzemenin karşı tarafından çıkan bir deliktir. Bu iki durum talaş tahliyesi, şamfer uzunluğu ve diş derinliği hesabı açısından birbirinden köklü biçimde ayrılır.
Talaş tahliyesi: geometrinin kalbi
Kılavuz tipi seçiminin merkezinde talaş tahliyesi yatar. Üç temel geometri şu şekilde davranır:
- Düz flütlü kılavuz (Hand tap / Straight flute): Talaşı ne ileri iter ne geri çeker; her iki yöne biriktirir. Yavaş ilerleyerek talaş kırmak zorunludur (ilerle-geri-ilerle döngüsü). Hem kör hem geçme delikte kullanılabilir ama verimlilik düşüktür.
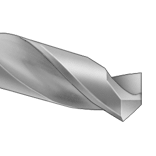
- Spiral uçlu kılavuz (Spiral point / Gun tap): Flütler düz, ancak uç kesiciler sola helisel açıyla taşlanmıştır; bu açı talaşı ileriye — deliğin dibine — iter. Yalnızca geçme delikte kullanılmalıdır: karşı taraftan talaş dışarı çıkar. Kör delikte birikim kaçınılmazdır.
- Spiral flütlü kılavuz (Spiral flute tap): Flütler sağ helislidir (genellikle 40–45° sarım açısı); talaşı geriye, deliğin ağzına doğru çıkarır. Kör delik için birincil seçimdir. Diş açma kalıplarında da kullanılır.


Şamfer tipi: başlangıç dişlerinin sayısı
El kılavuzları üç şamfer tipinde üretilir. Şamfer, kılavuzun iş parçasına girişini kolaylaştıran konik giriş bölümüdür; bu bölgedeki diş sayısı kesme kuvvetini doğrudan etkiler.
| Şamfer tipi | Başlangıç dişi sayısı | Tercih edilen delik tipi | Tipik kullanım |
|---|---|---|---|
| Konik (Taper, #1) | 7–10 diş | Geçme delik veya kör delik başlatma | Sert malzeme; seri ilk kılavuz |
| Ara (Plug, #2) | 4–6 diş | Geçme delik ve orta derin kör delik | Genel amaçlı; en yaygın seçim |
| Dip (Bottoming, #3) | 1–2 diş | Kör delik — delik tabanına kadar diş | Kör delik sonlandırma; konik veya ara sonrası |
Pratikte kör deliğe tam diş derinliği gerekiyorsa üç kılavuz sıralaması (konik → ara → dip) uygulanır. Yalnızca dip kılavuz kullanılmak istendiğinde kesme kuvveti yüksektir; kırılma riski artar.
Diş derinliği ve matkap derinliği hesabı
Kör delikte matkap derinliği yanlış belirlenmişse iki sorundan biri çıkar: delik çok sığsa kılavuz tabana oturur ve kırılır; çok derinse diş boyu yetersiz kalır ve vida tutunmaz.
Metrik koarse vida için matkap deliği boyutu basit bir formülle belirlenir: Matkap çapı = Nominal çap − Adım. Örneğin M8×1.25 için 8.0 − 1.25 = 6.75 mm; pratikte en yakın standart matkap olan 6.8 mm kullanılır. Bu oran yaklaşık %75 diş derinliğine karşılık gelir; çoğu uygulamada standart olan değer budur.
Kör delik toplam matkap derinliği şu üç bileşenden oluşur:
- İstenen diş boyu: Genellikle nominal çapın 1.0–1.5 katı. M8 için 8–12 mm.
- Şamfer payı: Kullanılan kılavuz tipine göre 2–10 adım uzunluğu. Dip kılavuz için 2 adım, konik kılavuz için ~9 adım yeterlidir.
- Talaş boşluğu: Kılavuzun dibine oturmaması için 2–3 ek adım. Spiral flütlü kılavuzlarda talaş geriye atıldığı için bu pay biraz azaltılabilir; düz flütlü kılavuzlarda artırılmalıdır.
Geçme delik: spiral uçlu kılavuzun evi
Geçme delikte kısıtlama talaş tahliyesi değil, delik eksenine giriş dişiliğidir. Spiral uçlu kılavuz bu ortamda idealdir: talaşı ileri fırlatır, çıkış tarafından dışarı atar. Yüksek kesme hızı destekler, kırılma riski düşüktür. CNC tezgâhlarda geçme deliklerin tamamında spiral uçlu kılavuz tercih sebebidir. Matkap-kılavuz kombine setleri bu iş için zaman kazandırır.
Kılavuz kılavuzu ve dik giriş
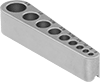
El ile kılavuz çekilirken dik giriş sağlamak zordur; eğik bir başlangıç dişi kilitlenmesine veya kırılmasına neden olur. Kılavuz kılavuzu (tap guide) delik mihveriyle hizalamayı sabitler; özellikle kör deliklerde şamfer başlangıcında yön sapmasını önler. Yüzey işareti olmayan plastik veya alüminyum parçalarda bu alet kritik önem taşır.
Özet: delik tipine göre kılavuz seçim matrisi
| Delik tipi | Önerilen kılavuz geometrisi | Şamfer tipi | Notlar |
|---|---|---|---|
| Geçme delik | Spiral uçlu (gun tap) | Ara veya konik | Talaş ileri atılır; yüksek hız uyumlu |
| Kör delik (orta derinlik) | Spiral flütlü | Ara | Talaş geri çıkar; tek kılavuz yeterli |
| Kör delik (tam diş tabanına) | Spiral flütlü + dip kılavuz | Dip | Sıralı kullanım: spiral flüt ardından dip |
| Çok sert malzeme (paslanmaz çelik, Inconel) | Spiral flütlü, kobalt veya karbür | Ara veya dip | Düşük hız, kesici yağ zorunlu |
| Yumuşak malzeme (alüminyum, pirinç) | Spiral uçlu veya spiral flütlü | Ara | Keskin geometri; düşük diş yüzdesi mümkün |
Sıkça Sorulan Sorular
Kör delikte sadece dip kılavuz kullanabilir miyim?
Teknik olarak mümkündür, ancak önerilmez. Dip kılavuzun şamfer uzunluğu sadece 1–2 diştir; bu, kesme kuvvetinin tüm yükü az sayıda diş üzerine bindirdiği anlamına gelir. Sert çelikte veya el ile çekildiğinde kırılma riski yüksektir. Standart yaklaşım; konik veya ara kılavuzla gerekli derinliğe kadar çekmek, ardından dip kılavuzla tabanı tamamlamaktır.
Spiral uçlu kılavuzu yanlışlıkla kör deliğe çektim; ne yapmalıyım?
Kılavuzu hemen geri çıkarın ve delikteki talaşları basınçlı hava veya talaş toplama aleti ile temizleyin. Delik derinliği yeterliyse spiral flütlü bir kılavuzla tekrar çekilebilir. Diş hasarı yoksa genellikle kurtarılabilir; ancak talaş birikimi dişlerde ezilmeye yol açmışsa delik yeniden delinmek zorunda kalabilir.
Metrik M6 vida için kör delikte matkap derinliği nasıl hesaplanır?
M6×1.0 için: matkap çapı = 6.0 − 1.0 = 5.0 mm. Diş boyu için örnek 1.5D = 9 mm. Şamfer payı (ara kılavuz): ~5 adım = 5 mm. Talaş boşluğu: 2 adım = 2 mm. Toplam matkap derinliği ≈ 9 + 5 + 2 = 16 mm. Spiral flütlü kılavuz kullanılıyorsa talaş boşluğunu 2 adım ile sınırlı tutabilirsiniz.
Form kılavuzlar (roll tap / forming tap) kör delikte kullanılır mı?
Evet, form kılavuzlar talaş üretmez; malzemeyi plastik deformasyonla şekillendirir. Bu özellik kör delikleri talaş birikmesi sorununa karşı bağışık kılar. Bununla birlikte yeterli malzeme toplanması için matkap deliğinin standart formülden biraz daha büyük açılması gerekir; üretici tabloları takip edilmelidir.
Paslanmaz çelikte kör delik için en iyi kılavuz kombinasyonu nedir?
Kobalt çeliği (M35 veya M42) veya karbür spiral flütlü kılavuz, yüksek basınçlı kesici yağ (ISO VG 46 veya özel kılavuz çekme yağı) ve düşük devir (HSS için genellikle 5–15 m/dak yüzey hızı). Şamfer tipi olarak ara veya dip kombinasyonu önerilir. Geri çıkış her 1–2 turda bir yapılarak talaş birikimi kontrol altında tutulur.