Kompresyon Salmastrası Seçimi: Pompa ve Valf Uygulamaları
Kompresyon salmastrası (gland packing), stuffing box içinde sıkıştırılarak dönen veya ileri-geri hareket eden milleri ve valf saplarını sızdırmaz kılan en eski ve en yaygın sızdırmazlık yöntemidir. Malzeme seçimindeki bir hata aşırı kaçak, mil aşınması veya ani arıza olarak geri döner.
Kompresyon Salmastrası Nedir ve Nasıl Çalışır?
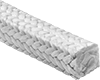
Kompresyon salmastrası, örgülü iplik veya şerit formunda bir malzemenin stuffing box (tıkaç yuvası) içine halkalar hâlinde istiflenmesi ve bir gland follower (sıkıştırma bileziği) aracılığıyla eksenel yönde sıkıştırılmasıyla çalışır. Malzeme, mil veya sap yüzeyine ve kovan iç çapına karşı radyal yayılarak sızdırmazlık sağlar. Sızdırmazlık tamamen durdurmak değil; kontrollü bir kaçağa — pompalarda mil başına dakikada 8-10 damla — izin vererek malzemenin yağlanmasını ve soğutulmasını sağlamaktır. Sıfır kaçak hedeflemek, malzemenin aşırı ısınmasına ve mil aşınmasına yol açar.
Sızdırmazlık ürünleri kategorisinde yer alan kompresyon salmastraları; döner pompalarda, alternatif pistonlu pompalarda, kelebek-küresel-kapak valflerinde ve karıştırıcılarda yaygın olarak kullanılır. Mekanik salmastra (mechanical seal) ile kıyaslandığında başlangıç maliyeti düşük, sahada yenilenmesi kolaydır; ancak daha yüksek bakım sıklığı ve küçük sabit kaçak gerektirdiği unutulmamalıdır.

Malzeme Seçim Kriterleri
Malzeme seçiminde iki temel parametre belirleyicidir: P × T faktörü (basınç × sıcaklık çarpımı) ve taşınan akışkanın kimyasal agresifliği. P × T arttıkça malzemenin mekanik ve termal sınırları daha hızlı aşınır. Aşağıdaki tablo yaygın malzemelerin işletme sınırlarını özetlemektedir.
| Malzeme | Maks. Sıcaklık | Maks. Basınç | Tipik Uygulama |
|---|---|---|---|
| PTFE (saf/örgülü) | 232 °C | ~70 bar | Kimyasal pompalar, temiz su, gıda hatları |
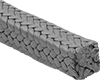
| Grafit (esnek) | 450 °C (oksidatif), 650 °C (inert) | 170 bar + | Buhar, yüksek sıcaklık proses valfları |
| Aramid (Kevlar takviyeli) | 285 °C | ~20 bar | Aşındırıcı akışkanlar, kağıt hamuru, maden suyu |
| PTFE + Grafit (hibrit) | 260 °C | ~140 bar | Kimyasal prosesler, yüksek basınçlı sıcak su |
| Deri (tabaklanmış) | 80 °C | ~350 bar (hidrolik) | Yüksek basınçlı hidrolik pistonlar, lineer hareket |
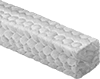
PTFE en düşük sürtünme katsayısına sahip olduğundan, hassas doğrusal hareket gerektiren valf saplarında ve gıda uyumluluğunun zorunlu olduğu hatlar için tercih edilir. Bununla birlikte yüksek basınçta soğuk akış (cold flow) eğilimi gösterir; bu nedenle saf PTFE yerine PTFE + grafit hibrit formlar daha güvenilir boyutsal kararlılık sunar. Grafit ise yüksek sıcaklık ve buhar uygulamalarında rakipsizdir; ISO 15848 standartlarına göre sınıf C sızdırmazlık performansı için de referans malzemedir. Aramid takviyeli malzemeler aşındırıcı ortamlarda (kum içeren maden suyu, kağıt hamuru) PTFE veya grafitin yetersiz kalacağı durumlarda devreye girer.
Uygulama Türüne Göre Salmastra Seçimi
Döner Pompa Stuffing Box
Santrifüj pompalarda mil hızı tipik olarak 1450-3000 d/dk arasındadır; bu hız aralığında salmastra yüzeyi yüksek sürtünme ısısı üretir. Düşük sürtünmeli, ısı dağıtıcı formlar — özellikle grafit emprenye edilmiş hibrit örgüler — ömrü anlamlı biçimde uzatır. Yüksek hızlı uygulamalarda ayrıca mil yüzey pürüzlülüğünün Ra ≤ 0.8 µm olması sızdırmazlık kalitesini doğrudan etkiler.
Buhar Hattı Valfları
Buhar valflarında çalışma sıcaklığı 250-500 °C arasında değişebilir. Saf grafit halkalar veya tel takviyeli grafit örgüler bu aralıkta güvenilir sızdırmazlık sağlar. Tel takviyeli formlar, vibrasyon ve termal döngüye maruz kalan hatlarda yapısal bütünlüğü korur ve grafitin mekanik kırılganlığını giderir.

Yüksek Basınçlı Lineer Hareket (Piston/Hidrolik)
Hidrolik silindirlerde ve yüksek basınçlı pistonlu pompalarda 200 bar üzerinde çalışma basıncı söz konusu olduğunda deri V-halka (leather stackable V-ring) dizisi kullanılır. İstifleme sayısı artırılarak sızdırmazlık kapasitesi ölçeklenebilir; her halka bağımsız çalışır, birinin aşınması sistemin ani arızasına yol açmaz.

Doğru Montaj: Beş Kritik Adım
- Mil ve kovan kontrolü: Mil yüzey pürüzlülüğü Ra ≤ 0.8 µm, stuffing box iç yüzeyi Ra ≤ 3.2 µm olmalıdır. Çizik veya korozyon izleri varsa yenileme yapın.
- Halkaları teker teker yerleştirin: Her halkayı 45° açıyla kesmek yerine sarım yöntemiyle ölçün; komşu halkaların ek noktalarını en az 90° döndürün (stagger). Tüm halkalar oturduğunda gland'ı parmakla sıkıştırın — aşırı ön sıkıştırma yapmayın.
- İlk çalıştırma: Pompayı devreye alın, kaçağın salmastradan serbestçe akmasına izin verin. Gland somunlarını yavaş ve eşit şekilde sıkarak kaçağı mil başına dakikada 8-10 damla düzeyine indirin. Bu 20-30 dakika sürebilir.
- Oturma süreci: İlk 1-2 saat boyunca salmastra sıcaklığı başparmakla dokunulabilecek sınırda (≈60 °C) kalmalıdır. Aşırı ısınıyorsa gland'ı hafifçe gevşetin ve kaçağı biraz artırın.
- Periyodik kontrol: Oturma tamamlandıktan sonra ayda bir görsel kaçak kontrolü yapın; gerekirse çeyrek tur sıkıştırma ekleyin. Tüm halkalar eskidiğinde tamamını birden değiştirin — sadece bir veya iki halka yenilemek ömrü anlamlı uzatmaz.
Salmastra Takma ve Söküm Aletleri
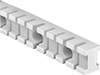
Stuffing box içine erişim çoğunlukla kısıtlıdır; aletler hem hasarsız yerleştirme hem de eski salmastra artıklarını temizleme açısından kritiktir. Salmastra takma aletleri (packing seal installation tools) halkayı mil boyunca iter, malzemeyi veya mil yüzeyini çizmeden kesitin tam üstüne oturtur. Salmastra çekiciler (packing seal pullers) eski malzemeyi parçalamadan çıkarır — kazıma veya keski kullanımı stuffing box iç yüzeyine zarar verir.
Sıkça Sorulan Sorular
Kompresyon salmastrası ile mekanik salmastra arasında nasıl seçim yapılır?
Kompresyon salmastrası, yüksek yatırım bütçesi olmayan uygulamalarda, sahada kolayca bakım yapılması gereken durumlarda ve küçük sabit kaçağın kabul edilebildiği ortamlarda ekonomiktir. Mekanik salmastra ise sıfır kaçak toleransının gerekli olduğu (içme suyu, tehlikeli kimyasal, temiz oda), yüksek hız veya sürekli otomatik işletim koşullarında tercih edilir.
Salmastra kaç halkadan oluşmalı?
Standart stuffing box konfigürasyonları için 4-6 halka tipik kılavuz sayıdır; aralarına yağlama halkası konacaksa 3+1+3 dizisi yaygındır. Yüksek basınçlı uygulamalarda halka sayısı artırılarak izin verilen kaçak düşürülür, ancak bu gland yük gereksinimini de artırır.
Grafit salmastra oksitleyici ortamlarda kullanılabilir mi?
Oksitleyici ortamlarda (atmosferik hava) grafit 450 °C'ye kadar güvenlidir. İnert veya vakum koşullarında bu sınır 650 °C'ye çıkar. Klor, nitrik asit veya güçlü oksitleyiciler içeren akışkanlarda grafit yerine PTFE veya polibenzimidazol (PBI) bazlı malzeme seçilmelidir.
Mil yüzeyi pürüzlü olduğunda ne yapılmalıdır?
Ra > 0.8 µm mil yüzeyi çabuk aşınan bir salmastra ve artmış kaçak anlamına gelir. Tamirde mil kolonu tamamen değiştirilmeli veya servis merkezinde yeniden taşlanmalı/honlanmalıdır. Geçici çözüm olarak aramid takviyeli veya grafitli aşınmaya dayanıklı formlar kısa vadede daha iyi performans gösterir, ancak asıl sorun giderilmedikçe ömür kısalır.
Salmastra ne zaman tamamen yenilenmelidir?
Gland'ı daha fazla sıkıştıracak mesafe kalmadığında (gland follower stuffing box'a dayandığında), veya görünür kaçak yüzeyi giderek arttığında ve sıkıştırmayla kontrol edilemez hâle geldiğinde tüm halka seti değiştirilmelidir. Tek veya iki halka yenilemesi tutarsız sıkışma dağılımına yol açar.