Alüminyum ve Paslanmaz Çelik için Karbür Parmak Freze Seçimi
Alüminyum ve paslanmaz çelik aynı karbür parmak freze ile işlenmez; geometri, kaplama ve kesme parametreleri malzemeye göre köklü biçimde ayrışır. Doğru takımı seçmek, takım ömrünü ve yüzey kalitesini belirleyen en kritik adımdır.
Karbür parmak frezeler, HSS (yüksek hız çeliği) ve kobalt çeliğine göre üç ila beş kat daha yüksek sertliğe ulaşır; bu da yüksek kesme hızlarında form kararlılığı sağlar. Ancak karbür monolitik ve kırılgandır: yanlış geometri veya yanlış kaplama, takımın uzun süre dayanmak bir yana dakikalar içinde hasar görmesine yol açabilir. Şekillendirme kategorisinde yer alan parmak freze ailesinde iki malzeme grubu öne çıkar: alüminyum/bakır alaşımları ve paslanmaz çelik/titanyum. Her biri farklı geometri ve kaplama stratejisi gerektirir.
Alüminyum Frezelemede Geometri ve Kaplama
Alüminyum, düşük erime noktası (yaklaşık 660 °C) ve yüksek kaydırma uzaması nedeniyle işlemesi kolay bir metal gibi görünür; ancak talaş yapışması (BUE, built-up edge) ve talaş tahliyesi iki kritik sorun olarak öne çıkar. Yanlış geometri bu sorunların her ikisini birden tetikler.
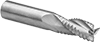
- Kanat sayısı: Alüminyum için 2 veya 3 kanatlı geometri tercih edilir. 4 kanatlı frezeler talaş hacmini kısıtlar; uzun ve geniş alüminyum talaşları kanal içinde sıkışarak aşırı ısı üretir.
- Helis açısı: 35°-45° aralığı genel amaçlı için uygundur. Kaba işlemede 35°-38°, ince işlemede 42°-45° tercih edilir. Yüksek helis açısı kesme kuvvetini düşürür, talaşı hızla kanal dışına iter.
- Serbest açı ve talaş kanalı: Pozitif talaş açısı ve geniş talaş kanalı zorunludur; bu sayede talaş takıma yapışmadan tahliye edilir.
- Kaplama: ZrN (zirkonyum nitrür) ve TiB2 alüminyum için en uygun kaplamadır; düşük sürtünme katsayısı ve kimyasal inerlik sayesinde BUE oluşumunu önler. TiAlN kaplaması alüminyum ile kimyasal etkileşime girdiğinden bu malzeme grubunda kullanılmaz. Parlak (polished/uncoated) karbür de tercih edilebilir.
Alüminyum için Kesme Parametreleri
Alüminyum, karbür ile çok yüksek kesme hızlarında işlenebilir. 6061 alaşımı için 300-600 m/min kesme hızı (Vc) ve 0.03-0.08 mm/diş ilerleme (fz) tipik başlangıç değerleridir. Soğutma sıvısı zorunlu değildir; ancak talaş tahliyesi için basınçlı hava veya MQL (minimum quantity lubrication) kalite artırır. Baskınlıkla yapışan talaşa karşı devir başına kesme süresi kısa tutulmalıdır.
Paslanmaz Çelik Frezelemede Geometri ve Kaplama
Östenitik paslanmaz çelikler (304, 316), aşınma direnci sağlayan krom oksit tabakası nedeniyle kesme sırasında güçlü ısı birikimi ve iş sertleşmesi (work hardening) üretir. Takım bu yüzeye doğru ilerleme hızı ve geometri uyumsuzluğuyla girdiğinde, takıma binen kuvvet üstel artış gösterir.
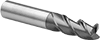
- Kanat sayısı: 4 kanatlı frezeler genel amaçlı paslanmaz çelik işleme için standarttır. İnce işleme ve yüzey kalitesi öncelikli uygulamalarda 6 kanatlı geometri tercih edilir.
- Helis açısı: 30°-38° aralığı kısa serbestleşme uzunluğuyla (LOC) paslanmaz çelikte titreşimi azaltır; çok yüksek helis açısı ince kesici kenarda kırılma riskini artırır.
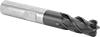
- Yuvarlak köşe (corner radius): Keskin köşe yerine küçük radius (0.2-0.5 mm) köşe kırılmasını önler; paslanmaz çelikte kalın talaş önde gelmez, köşe yükü azaltılmalıdır.
- Kaplama: TiAlN ve AlCrN, paslanmaz çelik ve ısıya dayanıklı alaşımlar için en uygun kaplamadır. Yüksek sıcaklıkta oluşan Al₂O₃ tabakası ısıyı talaşa aktararak kesici kenarı korur.
- Soğutma: Sel soğutma (flood coolant) paslanmaz çelik frezelemede zorunludur; mili içi soğutma (through-spindle) daha üstün sonuç verir. Soğutmasız çalışmak iş sertleşmesini hızlandırır.
Paslanmaz Çelik için Kesme Parametreleri
304 paslanmaz çelik için karbür parmak freze kesme hızı 60-75 m/min (200-250 SFM) civarındadır; ilerleme 0.05-0.10 mm/diş başlangıç değerleri olarak alınır. Kaba işlemede radyal adım (ae) takım çapının %50'si, ince işlemede %10-20'si önerilir. İş sertleşmesini önlemek için frezeyi malzeme yüzeyinde bekletmeden sürekli hareket halinde tutmak zorunludur.
Malzeme Bazlı Karşılaştırma Tablosu
| Parametre | Alüminyum (6061, 7075) | Paslanmaz Çelik (304, 316) |
|---|---|---|
| Kanat sayısı | 2-3 | 4-6 |
| Helis açısı | 35°-45° | 30°-38° |
| Kaplama | ZrN, TiB2 veya parlak (polished) | TiAlN, AlCrN |
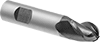
| Uç geometrisi | Kare uç veya küresel uç | Kare uç veya yuvarlak köşeli |
| Kesme hızı (Vc) | 300-600 m/min | 60-75 m/min |
| İlerleme (fz) | 0.03-0.08 mm/diş | 0.05-0.10 mm/diş |
| Soğutma | Basınçlı hava veya MQL | Sel soğutma (zorunlu) |
| Temel risk | Talaş yapışması (BUE) | İş sertleşmesi, ısı birikimi |
Kaba ve İnce İşleme Stratejisi
Her iki malzeme grubunda da kaba ve ince işleme için ayrı takım kullanmak ekonomik ve teknik açıdan avantajlıdır. Kaba işleme frezesi (roughing end mill) dalgalı veya tırtıllı talaş kanalı profili sayesinde tek geçişte yüksek talaş hacmi kaldırır; yüzey pürüzlülüğü ikincil öneme sahiptir. İnce işleme frezeleri düz kesici kenara sahiptir ve son boyuta sıfırlar.
- Kaba işleme: Yüksek MRR, geniş talaş kanalı, radyal adım çap %40-50; alüminyumda roughing karbür, paslanmaz çelikte kobalt çeliği de tercih edilebilir.
- Yarı-ince işleme: Radyal adım %20-30, eksene dik büyük payı kaldır, yüzeyde 0.1-0.3 mm son pay bırak.
- İnce işleme: Düz kenarlı, 4 veya daha fazla kanatlı freze, küçük radyal adım (%10-15), yüksek kesme hızı; yüzey kalitesi öncelik.
Takım Sapı ve Salgı Kontrolü
Parmak freze performansı takım tutucu kaynaklı salgıdan (runout) doğrudan etkilenir. 0.01 mm'nin üzerindeki salgı takım ömrünü %30-50 düşürebilir ve paslanmaz çelikte titreşim sıçramalarına zemin hazırlar. Sıkıştırma yöntemi olarak hidrolik veya shrink-fit tutucu, yaygın sıkmalı (collet) tutuculara göre önemli ölçüde düşük salgı sağlar. Alüminyum gibi görece yumuşak malzemelerde ER kollet uygulamaları ekonomik alternatif olmaya devam eder; paslanmaz çelikte yatırım değeri daha belirgindir.
Sıkça Sorulan Sorular
Alüminyum için 4 kanatlı parmak freze kullanılabilir mi?
Teknik olarak mümkündür ancak önerilmez. 4 kanatlı frezede talaş kanalı dardır; alüminyumun geniş ve uzun talaşları bu kanallarda sıkışarak ısınmaya ve takıma yapışmaya (BUE) yol açar. 2 veya 3 kanatlı geometri tercih edilmelidir.
Paslanmaz çelikte TiAlN yerine ZrN kaplı freze kullanılırsa ne olur?
ZrN, alüminyum gibi demir-dışı metallere özgü düşük sürtünme kaplamasıdır. Paslanmaz çeliğin yüksek kesme sıcaklıklarında TiAlN'nin sunduğu ısıl koruma sağlanamaz; takım ömrü belirgin biçimde kısalır.
Karbür parmak freze ile HSS arasındaki temel fark nedir?
Karbür (WC-Co) çok daha yüksek sertlik (HRA 88-93) ve ısıl kararlılık sunar; bu sayede HSS'in izin verdiği kesme hızının 3-5 katına çıkılabilir. Ancak karbür daha kırılgandır; titreşimli veya kesintili kesmede uygun geometri seçilmezse çatlar.
Paslanmaz çelikte iş sertleşmesi nasıl önlenir?
Takımı malzeme yüzeyinde bekleterek 'ovmak' iş sertleşmesinin birincil nedenidir. Takım yeterli ilerleme hızıyla sürekli hareket etmeli, soğutma sıvısı kesilmemeli ve frezenin yüzeyden kaldırıldığı noktaya geri dönüşlerde yeniden temas yüksekliği korunmalıdır.
Küresel uçlu freze ne zaman tercih edilmeli?
3D kontur yüzeyler, eğimli cepler ve yarıçaplı kanal işlemede küresel uçlu (ball end mill) freze kullanılır. Düzlemsel veya dikey duvarlı işlemede kare uçlu freze daha verimlidir; küresel uçlu freze kare uç gibi kuvvet taşıyamaz.