Kablo Soyma ve Krimpleme Aleti Seçimi: Tel Kesiti Uyumu
Yanlış soyma ağzı veya yanlış krimp kalıbı, iyi bir kabloyu bile sahada sorunlu hale getirir. Doğru seçim, yalnız nominal tel kesitine değil; damar yapısına, yalıtım kalınlığına ve kullanılacak terminal tipine birlikte bakmayı gerektirir.
Kesit uyumu neden ilk seçim kriteridir
Krimpleme kalitesi, iletkenin nominal kesiti kadar tel sınıfına da bağlıdır. Aynı 1.5 mm² değerine sahip iki kablo, biri katı biri çok telli olduğunda soyma çenesi ve krimp baskısına aynı tepkiyi vermez. Doğru alet, izolasyonu temiz kaldırırken damarın tel koparmasını önlemeli ve terminal namlusunu kontrollü biçimde şekillendirmelidir. Bu nedenle Elektrik ve Aydınlatma içinde seçim yaparken yalnız etiketli kesit aralığına bakmak yeterli değildir.
- İletken kesiti: Alet üzerindeki mm² veya AWG aralığı kullanılacak kabloyu gerçekten kapsamalı.
- Damar tipi: Katı, örgülü ve ince telli damarlar soyma sırasında farklı davranır.
- Yalıtım yapısı: İnce izolasyon ile kalın PVC veya çok katmanlı kılıf aynı ağızla temiz soyulmaz.
- Terminal ailesi: Yüksük, izoleli pabuç, RJ45 ve koaksiyel konnektör aynı krimp profiliyle çalışmaz.
- Çalışma alanı: Pano içi dar bölgelerde gövde formu ve sap açısı doğrudan işçilik kalitesini etkiler.
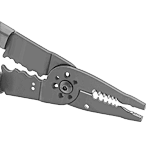
Tek çevrimde çalışan soyma ve krimpleme penseleri seri montajda hız sağlar; ancak soyma ağzı ile krimp kalıbının birbirinden bağımsız doğrulanması gerekir. Pano bakımında kullanılan yalıtımlı modellerde de kesit mantığı değişmez; yalnız güvenlik gereği ayrı bir seçim katmanı eklenir.
Kesit tek başına yetmez
Yüksüklerde DIN 46228 ölçüsü, izoleli pabuçlarda namlu formu, veri konnektörlerinde ise modül geometrisi belirleyicidir. Altıgen, oval veya F tipi krimp profili birbirinin yerine geçmez. Satın alma tarafı aleti yalnızca geniş bir kesit bandıyla tanımladığında, sahada yeniden işçilik artar; çünkü aynı aralık iki farklı terminal ailesi için farklı kalıp isteyebilir. Bu ayrımı erken yapmak, Elektrik ve Aydınlatma altında doğru alt gruba inmeyi kolaylaştırır.
| Uygulama | Öncelikli ölçü | Uygun alet ailesi | Yanlış seçim riski |
|---|---|---|---|
| İnce kesitli kontrol kablosu | Nominal tel kesiti ve tel sınıfı | Elektrik kablo soyucular veya soyma/krimpleme penseleri | Damar kesilmesi, gevşek krimp |
| Kalın kılıflı bina kablosu | Dış çap ve kılıf kalınlığı | İnşaat kablo soyma aletleri | İç damarın çizilmesi, düzensiz soyma |
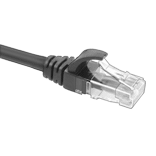
| RJ45 veri kablosu | Kablo dış çapı ve modül tipi | Ethernet kablo soyucu/krimpleme aletleri | Temas hatası, dengesiz baskı |
| Koaksiyel kablo | Katmanlı yapı ve konnektör formu | Koaksiyel kablo soyucu/krimpleme aletleri | Örgü hasarı, zayıf mekanik tutuş |
Kalın yalıtımlı güç kablolarında derinlik kontrolü önemlidir
Güç ve bina kablolarında kritik parametre yalnız kesit değildir; dış kılıfın çapı ve soyma derinliği de belirleyicidir. Dairesel kesim yapan gövdeler, çok damarlı kablolarda iç iletkenlere bıçak yürütme riskini azaltır. Dar bölgede çalışma varsa kısa burunlu tipler buat ve kanal içinde avantaj sağlar. Krimpleme öncesi fazla soyma boyu bırakmak ise damarın açıkta kalan kısmını gereksiz büyütür ve izolasyon desteğini zayıflatır.
Veri ve koaksiyel kabloda geometri kesitten daha baskındır
Ethernet ve koaksiyel kablolarda nominal mm² çoğu zaman ana karar girdisi değildir. RJ45 tarafında dış kılıfın gereğinden fazla açılmaması, bükümlü çiftlerin korunması ve modüler fişe uygun baskı düzeni gerekir. Koaksiyelde ise merkez iletken, dielektrik ve örgü katmanı sıralı soyulmalıdır; aksi halde mekanik tutuş ve elektriksel kararlılık bozulur. Bu yüzden Elektrik ve Aydınlatma içindeki veri kablosu aletleri, klasik güç kablosu penseleriyle aynı sınıfta değerlendirilmemelidir.
Son karar nasıl verilir
En sağlıklı yöntem, kullanılacak gerçek kablo ve gerçek terminalle kısa bir numune denemesidir. Operatör tek çevrimde temiz soyma, tam oturan krimp ve tekrarlanabilir sonuç alıyorsa seçim doğrudur. Numune üzerinde damar kopması, çekme ile çıkma veya konnektörde eğilme görülüyorsa sorun çoğu kez kesit etiketinden değil, yanlış alet ailesinden kaynaklanır.
Sıkça Sorulan Sorular
Tek bir pense ile tüm tel kesitlerini çalışabilir miyim?
Ancak aletin etiketli kesit aralığı, terminal ailesi ve tel sınıfı gerçekten ortaksa. Genel amaçlı görünen çok aralıklı penseler, yüksük, izoleli pabuç ve veri konnektörünü aynı kaliteyle sıkmayabilir.
Krimp sonrası damar neden terminalden çekilerek çıkıyor?
En yaygın nedenler yanlış kesit yuvası, uygun olmayan krimp profili, fazla veya eksik soyma boyu ve çok telli damarın soyma sırasında zedelenmesidir. Düzgün seçilmiş alet, damarı kesmeden terminal içinde boşluksuz oturtur.
Yalıtımlı alet seçerken hangi işaretlere bakılmalı?
Kesit aralığına ek olarak IEC 60900 işaretine, sap izolasyonunun hasarsız olmasına ve erişim geometrisine bakılmalı. Yalıtımlı alet ek güvenlik katmanı sağlar; yine de işlem öncesi enerjinin kesilmesi temel kuraldır.