Isıyla Kapanabilir Torba ve Isıl Kapama Makinesi Seçim Rehberi
Isıl kapama; torba ağzını kalıcı, sızdırmaz biçimde birleştirmek için en yaygın endüstriyel yöntemdir. Doğru makine ve torba kombinasyonunu seçmek; nem, oksijen ve toz kaynaklı ürün kayıplarını doğrudan önler.
Üretim, depolama ve sevkiyat süreçlerinde torba kapama yöntemi, ürün raf ömrünü ve bütünlüğünü doğrudan belirler. Bant veya klips kapamalar mekanik zorlamaya karşı zayıf kalırken, ısıl kapama film tabakalarını kaynaştırarak hem fiziksel hem nem/oksijen bariyeri oluşturur. Bu rehber; torba malzeme türlerini, makine kategorilerini ve sıcaklık/bekleme süresi parametrelerini mühendislik perspektifinden ele alır.
Torba malzemeleri ve ısıl kapama uyumluluğu
Isıl kapama yalnızca termoplastik filmlerle çalışır; kâğıt veya alüminyum folyo tek başına yapıştırılamaz. Yaygın film türlerinin kapama sıcaklıkları ve önerileri aşağıdaki tabloda özetlenmiştir.
| Malzeme | Kapama sıcaklığı (°C) | Makine türü | Tipik kullanım |
|---|---|---|---|
| LDPE (alçak yoğunluklu PE) | 75–120 | Darbeli (impulse) | Genel amaçlı polietilen torbalar |
| HDPE (yüksek yoğunluklu PE) | 110–140 | Darbeli veya sürekli | Ağır hizmet torbaları |
| Polipropilen (PP) | 120–165 | Sürekli ısı (constant heat) | Şeffaf ambalaj, gıda |
| Naylon (PA) | 150–185 | Sürekli ısı | Vakum ve bariyer torbalar |
| Mylar / metalik laminat | 175–220 | Sürekli ısı veya çeneli | Gıda, eczacılık, uzun raf ömrü |
| PE/Naylon kompozit film | 140–180 | Sürekli ısı + vakum | Vakum gıda ve sanayi paketleri |
Isıl kapama makinesi türleri
Endüstriyel ısıl kapama makineleri üç temel kategoriye ayrılır: darbeli (impulse), sürekli ısı (constant/direct heat) ve vakumlu kapama. Her kategorinin enerji tüketimi, üretim hızı ve uygulanabilir film kalınlığı farklıdır.
El ile çalıştırılan darbeli kapama makineleri
Darbeli makineler, ısıtma elemanını yalnızca kapama süresi boyunca aktif tutar; baskı açıldığında soğuma başlar. Bekleme ısısı yoktur, enerji tasarrufu yüksektir. LDPE ve PP torbalar için standart seçimdir. Kapasite düşük–orta ölçekli üretim için uygundur.

Ayakla çalıştırılan darbeli kapama makineleri
Ayakla çalıştırılan (foot-operated) modeller, operatörün her iki elini serbest bırakır. Uzun çalışma sürelerinde yorgunluğu azaltır ve tekrar eden kapama işlemlerinde üretim hızını artırır. Kaplama baskısı genellikle el modellerine göre daha tutarlıdır.

Isıl kapama ve büzüşme sistemleri
Bazı sistemler kapama ile ısıl büzüşme (shrink) işlemini tek adımda gerçekleştirir. Shrink filmli paketleme hatlarında bu kombine sistemler hem zaman hem de ekipman alanı tasarrufu sağlar.

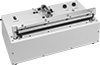
Vakumlu ısıl kapama makineleri
Vakum kapamalı makineler, kapama öncesinde torbadan havayı çeker; ardından ısıyla mühürler. Oksijene duyarlı ürünler (gıda, elektronik bileşenler, hassas parçalar) ve nem bariyeri gerektiren malzemeler için zorunludur. Naylon/PE kompozit filmler bu makinelerle en iyi sonucu verir.
Torba türü seçimi: açık uçlu, yeniden kapatılabilir ve vakumlanabilir
Makine seçiminin yanı sıra torba tipi de üretim hattı verimliliğini etkiler. Açık uçlu (open-top) torbalar ısıl kapama için biçilmiş kaftandır; doldur-kapat döngüsü dakikalar içinde kurulur. Yeniden kapatılabilir torbalar zip kilit ile açılıp kapanabilir; ısıl kapama yerine mekanik kilitle çalışır. Vakumlanabilir açık uçlu torbalar ise naylon/PE yapısı sayesinde ısıl kapama ve vakum uygulamasına izin verir.
- Plastik açık uçlu torbalar: LDPE veya HDPE, darbeli makineyle hızlı kapama; endüstriyel parça, hırdavat, toz ürün paketleme.
- Vakumlanabilir açık uçlu torbalar: Naylon/PE kompoizit, vakum makinesiyle; gıda, hassas elektronik, nemin metal bileşene zarar verdiği uygulamalar.
- Yeniden kapatılabilir torbalar: Zip kilit mekanizmalı; depo içi parça organizasyonu, numune saklama, kısa vadeli raf yönetimi.
- Antistatik yeniden kapatılabilir torbalar: ESD hassas bileşenler (PCB, IC, sensör); elektrostatik boşalma hasarını önler.
- Isıyla daralan plastik torbalar: Shrink film ile hacim küçültme; ürün sabitleme, palet üstü koruma.

Kapama kalitesini etkileyen üç parametre
Isıl kapamada zayıf veya yanık dikişin üç temel nedeni vardır: yanlış sıcaklık, yetersiz/fazla baskı ve hatalı bekleme süresi (dwell time). Bu üç parametrenin birlikte optimize edilmesi gerekir.
- Sıcaklık: Film türüne göre yukarıdaki tablodaki aralıkta başlayın. Düşük sıcaklık zayıf dikiş; yüksek sıcaklık film yanması ve dikiş kırılganlığı üretir.
- Bekleme süresi (dwell time): Kalın filmler daha uzun bekleme süresi ister. Standart LDPE için 0.5–1.5 saniye yeterlidir; 200 µm üzeri filmler 2–3 saniyeye çıkabilir.
- Baskı (pressure): Baskı çubuğu film yüzeyine eşit dağılmalıdır. Yetersiz baskı boşluklu dikiş; aşırı baskı film inceltmesi ve kırılma üretir.
ESD hassas ve steril uygulamalar
Elektronik bileşenler ve hassas ölçüm araçları için standart polietilen torba yeterli değildir. Antistatik veya statik kalkan (static-shielding) torbalar, ESD hasarını önleyen özel film yapısına sahiptir. Temiz oda veya tıbbi ortamlar için steril yeniden kapatılabilir torbalar tercih edilir.
Sıkça Sorulan Sorular
Darbeli makine ile sürekli ısı makinesinin farkı nedir?
Darbeli (impulse) makinelerde ısıtma elemanı yalnızca kapama işlemi sırasında aktif olur; baskı çubuğu açıldığında soğumaya başlar. Sürekli ısı (constant heat) makineleri çalışma süresi boyunca ısıtma çubuğunu sıcak tutar. Darbeli makineler LDPE ve PP için enerji verimli seçimdir; sürekli ısı makineleri Mylar, foil laminat ve kalın filmler için gereklidir.
LDPE torba için doğru kapama sıcaklığı nedir?
LDPE için tipik kapama sıcaklığı 75–120°C arasındadır. Film kalınlığı ve katkı maddelerine bağlı olarak bu aralık değişir. İlk ayarda 90°C ile başlayıp test dikişi yaparak artırmak veya azaltmak güvenli bir yöntemdir.
Vakumlu torbalamada hangi film kullanılmalıdır?
Vakum paketleme için naylon/PE (PA/PE) kompozit film en yaygın seçimdir. Naylon tabaka oksijen ve bariyer özelliği sağlarken PE tabakası ısıl kapamaya izin verir. Mylar/folyo laminatlı torbalar daha uzun raf ömrü için tercih edilir.
Zayıf veya delinen dikiş nasıl giderilir?
Zayıf dikiş genellikle düşük sıcaklık, yetersiz baskı veya kısa bekleme süresinden kaynaklanır. Sıcaklığı 5–10°C artırın ya da bekleme süresini 0.3–0.5 saniye uzatın. Dikiş yanıyor veya film deliniyorsa sıcaklık fazla yüksek demektir.
ESD hassas parçalar için hangi torba türü kullanılmalıdır?
Antistatik torbalar statik yüklenmeyi önler; statik kalkan (static-shielding) torbalar ise dış elektrostatik alanlara karşı ek bariyer oluşturur. PCB, IC ve hassas sensörler için static-shielding yeniden kapatılabilir torbalar tercih edilir.