Hex Anahtar Seçimi: L-Tip ile T-Saplı Farklar
Hex anahtar seçimi göründüğünden daha kritiktir: yanlış tip vida başını yuvarlar, ergonomik olmayan seçim tekrarlı işlemlerde el yorgunluğuna yol açar. L-tip ve T-saplı arasındaki karar, büyük ölçüde uygulanacak tork miktarına ve çalışma erişim alanına bağlıdır.
İçbükey altıgen başlı vidalar (socket head cap screws), makine tasarımında dar alanlarda kompakt bağlantı sağlamak amacıyla yaygınlaşmıştır. Bu vidaları sıkmak ve sökmek için kullanılan hex anahtarlar, üç temel formda gelir: L-tip, T-saplı ve katlanabilir (fold-up). Her birinin mekanik avantajı ve ideal kullanım koşulu farklıdır.
L-Tip Hex Anahtar: İki Kol, İki Kullanım Senaryosu
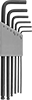
L-tip hex anahtar (DIN 911 / ISO 2936), 90° kıvrımlı çelik bir çubuğun kısa ve uzun koldan oluşmasıyla tanımlanır. Standart setlerde 1.5 mm'den 10 mm'ye kadar metrik boyutlar, 1/16" ile 3/8" arasında SAE boyutlar bulunur. İki kolun farklı uzunluğu, aynı anahtarı iki farklı modda kullanmayı mümkün kılar: uzun kol üstte tutularak vidanın hızlıca döndürülmesi sağlanır; kısa kol üstte tutulup uzun kol kaldıraç olarak kullanıldığında ise maksimum tork elde edilir. Bu ikili kullanım, L-tipin atölye tezgahlarında standart konuma gelmesinin temel nedenidir.

Top Uçlu L-Anahtar: Erişim Esnekliği ve Tork Dengesi
Top uçlu (ball-end) hex anahtarlar, ucun küresel formda işlenmesiyle üretilir. Bu tasarım, anahtarın vida eksenine göre 25-30° açıyla çalışmasına olanak tanır. Bir flanş, braket veya çerçeve doğrudan erişimi engellediğinde top uç vazgeçilmezdir. Ancak açılı çalışmada temas yüzeyi azaldığından iletilen tork, düz uca göre daha düşüktür. Pratik kural: vida yerleştirme ve ilk birkaç tur için top uç kullanılır, son sıkıştırma torkunu ise her zaman düz uçla tamamlamak gerekir. Aksi hâlde küçük boyutlarda top ucun kırılma riski, büyük boyutlarda ise vida başının yuvarlama riski artar.
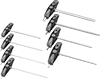
T-Saplı Hex Anahtar: Tork, Ergonomi ve Hız
T-saplı anahtarlarda ek tutma kolu, el ayasının tamamını kavrama yüzeyine dönüştürür. Bu, iki önemli sonuç doğurur: daha yüksek tork uygulamak için daha az el baskısı gerekir ve uzun süreli tekrarlı işlemlerde yorgunluk belirgin biçimde azalır. CNC tezgah bağlantıları, kalıp montajı veya konveyör bakımı gibi günde onlarca vida sıkılan ortamlarda T-saplı anahtarlar üretim ergonomisini doğrudan etkiler. T-saplı anahtar seçiminde dikkat edilmesi gereken nokta, uzun kolun vidaya ulaşmak için yeterli dikey boşluk gerektirmesidir; çok sığ kasalarda L-tip daha pratik olabilir.
| Özellik | L-Tip | T-Saplı |
|---|---|---|
| Tork kapasitesi | Yüksek (uzun kol kaldıraç) | Çok yüksek (avuç içi kavrama) |
| Erişim esnekliği | Dar alanlarda üstün | Dikey boşluk gerektirir |
| Tekrarlı kullanım ergonomisi | Orta | Yüksek |
| Taşınabilirlik | Kompakt, cebe sığar | Daha hacimli |
| Hız (vida serbestleme) | Uzun kol ile orta hız | Döndürme hızı yüksek |
| İdeal kullanım | Genel atölye, saha bakımı | Seri montaj, kalıp bakımı |


Özel Varyantlar: Katlanabilir, Vida Tutucu ve Kıvılcım Çıkarmayan
Saha teknisyenleri ve bakım ekipleri için katlanabilir (fold-up) setler, çok sayıda L-anahtarı tek kompakt gövdede taşır; anahtar kaybolmaz ve işlem sırasında gerekli boyut saniyeler içinde açılır. Vida tutucu (screw-holding) L-anahtarlar ise manyetik veya yaylan bir mekanizmayla vidayı uç üzerinde tutar; tek elle montaj gereken dar deliklerde ve yukarı yönlü çalışmalarda çok değerlidir. Kıvılcım çıkarmayan (nonsparking) alüminyum-bronz veya berilye-bakır alaşımından üretilen hex anahtarlar ise yanıcı ortamlarda ATEX ve OSHA gerekliliklerini karşılamak için tasarlanmıştır.
- Katlanabilir set: Her boyut gövdeye entegre; kayıp riski sıfır, sahadaki en pratik seçenek.
- Vida tutucu: Manyetik veya mekanik tutucu; tek elle montajda ve sıkışık deliklerde kritik.
- Kıvılcım çıkarmayan: Al-Br veya Be-Cu alaşımı; gaz, kimyasal veya patlayıcı toz ortamları.
- Elektrik yalıtımlı: 1000 V izolasyonlu, elektrik panosu ve trafo bakımına uygun.
- Renk kodlu: Boyut başına ayrı renk, hızlı seçim ve set tamamlığı kontrolü.

Doğru Boyut Seçimi: Vida Başı ve Tork Çizelgesi
Hex anahtar boyutu, vida başındaki altıgen girintinin karşılıklı yüz (across-flats) ölçüsüne birebir eşleşmelidir. Sık kullanılan metrik vida çapları ve karşılık gelen hex anahtar boyutları aşağıdaki tablodadır. Tolerans dışı veya aşınmış anahtarla çalışmak vidayı yuvarlayarak sökülemez hale getirir.
| Cıvata çapı | Hex anahtar boyutu | Tipik uygulama tork aralığı |
|---|---|---|
| M3 | 2.5 mm | 1-2 Nm |
| M4 | 3 mm | 2-4 Nm |
| M5 | 4 mm | 4-8 Nm |
| M6 | 5 mm | 8-14 Nm |
| M8 | 6 mm | 18-30 Nm |
| M10 | 8 mm | 35-60 Nm |
| M12 | 10 mm | 60-100 Nm |
Sıkça Sorulan Sorular
L-tip ile T-saplı anahtar arasındaki fark nedir?
L-tip anahtarlar iki farklı uzunlukta kol sunarak hem dar alanlarda erişim hem de yüksek tork sağlar. T-saplı anahtarlar ise avuç içi kavrama yüzeyi sayesinde daha yüksek tork ve daha az el yorgunluğu sunar; özellikle tekrarlı işlemlere uygundur.
Top uçlu hex anahtar ne zaman kullanılmamalıdır?
Son sıkıştırma torkunda top uç kullanmaktan kaçının. Açılı çalışmada temas yüzeyi azaldığından vidayı yuvarlaması veya ucun kırılması riski artar. Vida yerleştirme ve ilk turlar için kullanın, son torku düz uçla tamamlayın.
DIN 911 ve ISO 2936 aynı mıdır?
İkisi uyumludur. DIN 911 Almanya'da geliştirilmiş, ISO 2936 ise uluslararası eşdeğerdir. Her ikisi de metrik hex anahtarların geometrisini ve boyut serilerini tanımlar. Piyasada çoğu kaliteli set her iki standardı da karşılar.
Katlanabilir hex anahtar seti ne zaman tercih edilmelidir?
Birden fazla boyuta ihtiyaç duyulan saha bakımı, araç içi bakım veya taşınabilir takım kutularında katlanabilir setler idealdir. Tüm boyutlar tek gövdede toplandığından anahtar kaybı yaşanmaz ve kullanılmayan boyutlar serbestçe bırakılmaz.
Kıvılcım çıkarmayan hex anahtar hangi ortamlarda zorunludur?
Yanıcı gaz, solvent buharı veya patlayıcı toz bulunan ortamlarda (ATEX Zone 1-2) alüminyum-bronz veya berilye-bakır alaşımından üretilen kıvılcım çıkarmayan anahtarlar kullanılmalıdır. Normal çelik anahtar sürtünmeyle kıvılcım oluşturabilir.