Gonyometre ve Açıölçerlerin Makine İmalatındaki Rolü
Makine imalatında açı hatası çoğu zaman yalnızca geometriyi değil, montaj akışını, sızdırmazlığı ve takım ömrünü de etkiler. Doğru gonyometre veya açıölçer seçimi, ölçüm cihazından önce doğru referansı kurmakla başlar.
Doğru aracı, doğru açı problemine göre seçin
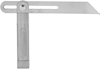
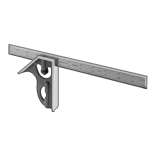
Gonyometre, mekanik veya dijital açıölçer ailesinin genel adıdır; seçim yapılırken önce açının nasıl üretildiğine bakılır. İşlenmiş iki düzlem arasındaki ilişki kontrol edilecekse açı aktarıcı mantıklıdır. Kaynak ağzı, pah veya bağlantı yüzeyi gibi belirli bir profil sınıflandırılacaksa açı belirleyici daha hızlıdır. Bu ayrım, ölçme ve muayene ekipmanını yalnızca okumak için değil, süreci yönetmek için kullanmanın temelidir.
| Araç | En uygun kullanım | Güçlü yön | Dikkat edilmesi gereken nokta |
|---|---|---|---|
| Açı aktarıcı | Mevcut açıyı fikstüre, mastara veya başka parçaya taşımak | Referans açıyı bozmadan kopyalar | Yüzeyde çapak veya kir varsa aktarım hatası büyür |
| Çok açılı aktarıcı | Sahada farklı açıları art arda kontrol etmek | Kurulum süresini kısaltır | Her geometri için tek başına nihai muayene aracı değildir |
| Açı belirleyici | Pah, profil ve bağlantı tipini hızlı tanımak | Operatörler arası yorumu azaltır | Dar toleranslı ölçümde datum referansı yerine geçmez |
| Eğim açısı göstergesi | Tezgâh, tabla veya aparat eğimini yerçekimine göre kontrol etmek | Kurulum ve seviyeleme için uygundur | Parça üzerindeki göreli açıyı ölçmek için tek başına yeterli olmayabilir |
Resimde açısallık toleransı tanımlanmışsa ölçüm, ISO 1101 mantığına uygun biçimde belirtilen referansa bağlanmalıdır. Tezgâh tablasının kenarı veya rastgele bir mengene yüzeyi, çizimdeki datum ile aynı şey değildir. Bu nedenle iyi sonuç, cihazın dijital olmasından çok referans zincirinin doğru kurulmasına bağlıdır.
Tezgâh kurulumunda eğim göstergesi ne zaman gerekir?

Eğim göstergeleri, yerçekimini referans aldığı için özellikle tezgâh kurulumu, aparat ayarı ve açılı bağlama işlerinde değerlidir. Bir yüzey yalnızca tek yönde yatıyorsa 1 eksenli çözüm yeterlidir; iki eksende kaçıklık oluşabiliyorsa 2 eksenli cihaz ölçüm yorumunu sadeleştirir. Ağır hizmet tipi gövdeler ise soğutma sıvısı, yağlı el teması ve sürekli taşıma gibi gerçek üretim koşullarında daha kararlı kullanım sunar.
- Ölçümden önce referans yüzeyi çapak, talaş ve yağ filminden arındırın.
- İnce sac veya uzun parçada noktasal bastırma yerine geniş temaslı dayama kullanın; esneme açıyı değiştirir.
- Alüminyum gibi sıcaklığa duyarlı malzemelerde parça ve cihazın ortamla dengeye gelmesini bekleyin.
- Kurulum ölçümü ile nihai parça muayenesini aynı yöntem sanmayın; biri ayar, diğeri doğrulama işidir.
Atölyede sık yapılan hata, dijital göstergeyi her probleme ortak çözüm saymaktır. Oysa parça açısı ile makine gövdesi eğimi aynı fiziksel büyüklük değildir. Bu ayrımı net kurmak, ölçme ve muayene planında gereksiz tekrar ölçümlerini ve operatörler arası yorum farkını belirgin biçimde azaltır.
Tekrar edilebilirliği artıran tamamlayıcı ekipmanlar

Açı ölçümü çoğu zaman tek bir cihazın işi değildir. Hizalama lazerleri, makine ekseni ile bağlama elemanının göreli durumunu görünür kılar; böylece gonyometre ile yapılacak son kontrol daha anlamlı bir başlangıç koşuluna oturur. Muayene sabitleme aparatları ise parçayı her seferinde aynı referansa getirdiği için, özellikle seri üretimde açı sonuçlarının operatöre göre değişmesini sınırlar.
İyi açı ölçümü, iyi ekrandan önce iyi referans ister.
Özetle, makine imalatında doğru cihaz seçimi iş parçasının geometrisine, referans kurulumuna ve ölçüm amacına bağlıdır. İlk ayar, proses içi kontrol ve final muayeneyi birbirinden ayırdığınızda ölçme ve muayene altyapınız daha sade, daha hızlı ve daha güvenilir çalışır.
Sıkça Sorulan Sorular
Dijital açı göstergesi varken mekanik açı aktarıcıya neden ihtiyaç duyulur?
Çünkü bu iki araç aynı işi yapmaz. Dijital gösterge yerçekimine veya kendi referans tabanına göre açı okur; mekanik açı aktarıcı ise mevcut açıyı başka bir yüzeye taşır. İş parçası üzerindeki gerçek geometrik ilişki korunacaksa aktarıcı çoğu durumda daha doğru süreç aracıdır.
1 eksenli ve 2 eksenli eğim göstergesi arasında nasıl seçim yapılır?
Yüzey yalnızca tek düzlemde ayarlanıyorsa 1 eksenli model genellikle yeterlidir. Tabla, kafa veya aparat iki yönde birden kaçabiliyorsa 2 eksenli model kurulum süresini kısaltır ve ölçüm yorumunu netleştirir. Özellikle açılı bağlama ve makine hizalamasında bu fark belirgindir.
Bileşik açılı bir parçanın muayenesinde en güvenilir yaklaşım nedir?
Önce parçayı tekrar edilebilir bir sabitleme ile çizimdeki datum mantığına uygun konumlandırın, sonra açıyı tek okumayla değil referans zinciriyle değerlendirin. Gerekirse açı aktarıcı, eğim göstergesi ve muayene aparatı birlikte kullanılır. Amaç yalnızca sayı görmek değil, montajda çalışacak geometriyi doğrulamaktır.