Freze Kesicisi Türleri ve İş Parçası Uyumu Rehberi
Freze kesicisi seçimi yalnız çap seçimi değildir; iş parçası malzemesi, uç formu, kanal sayısı ve kaplama birlikte değerlendirilir. Yanlış eşleşme takım ömrünü kısaltır, yüzeyi bozar ve ölçü kararlılığını düşürür.
Parmak freze, alın ve yan kesme kabiliyetiyle kanal açma, cep boşaltma, kontur işleme ve yüzey düzeltmede kullanılır. Şekillendirme kategorisinde aynı çapta görünen iki kesici, farklı iş parçasında tamamen farklı davranabilir: alüminyumda talaş boşluğu, paslanmazda ısı kontrolü, sert çelikte kenar dayanımı belirleyicidir.
Kesici formu: kare, küresel, radyüslü ve pah kırma
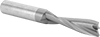
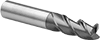
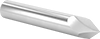
Kare uçlu parmak freze düz taban, omuz ve kanal için temel seçimdir. Küresel uçlu freze 3D kontur, kalıp yüzeyi ve radyüs geçişlerinde izleri yumuşatır. Radyüslü kare uç, keskin köşeye göre daha dayanıklıdır; özellikle titreşimli veya sert malzemeli işlerde köşe kırılmasını azaltır. Pah kırma frezesi ise keskin kenar alma ve vida ağzı hazırlama gibi operasyonlarda daha kontrollü geometri sağlar.
| Kesici tipi | Güçlü olduğu iş | Dikkat noktası |
|---|---|---|
| Kare uçlu | Kanal, cep, düz taban, omuz | Köşe kırılmasına karşı rijit bağlama ister |
| Küresel uçlu | 3D kontur, kalıp, radyüs geçişi | Düz tabanda üretkenliği düşüktür |
| Radyüslü kare uçlu | Sert malzeme ve uzun takım çıkıntısı | İç köşe yarıçapı tasarımla uyumlu olmalı |
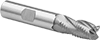
| Kaba işleme | Yüksek talaş kaldırma | Son yüzey için ayrı finisaj paso gerekir |
| Pah kırma | Kenar kırma, ağız açma, çapak kontrolü | Derin kanal frezesi gibi kullanılmamalı |
İş parçası malzemesine göre kanal ve kaplama seçimi
Alüminyum, pirinç ve bronz gibi demir dışı malzemelerde geniş talaş kanalı ve keskin ağız önemlidir; talaş sıkışırsa yüzey sıvanır ve takım sürter. Çelik ve paslanmazda daha fazla kanal, daha güçlü kesici kenar ve ısıya dayanıklı kaplama öne çıkar. Titanyumda düşük ısıl iletkenlik nedeniyle ısı takımda kalır; bu yüzden keskin geometri, kararlı bağlama ve talaşın hızlı uzaklaşması gerekir. Malzeme seçimi Hammadde tarafında doğru tanımlanmazsa kesici seçimi de baştan hatalı olur.
Kaba işleme ve finisaj aynı kesiciyle düşünülmemeli
Kaba işleme frezelerinde diş formu talaşı parçalayıp kesme kuvvetini dağıtır; amaç hızlı stok kaldırmadır. Bu geometri çoğu zaman yüzeyde belirgin iz bırakır. Ölçü ve yüzey kalitesi istenen parçalarda son ölçüye ayrı bir finisaj frezesiyle yaklaşmak daha güvenlidir. Kaba paso sırasında takım çıkıntısını kısa tutmak, iş parçasını rijit bağlamak ve kesiciyi körlenmeden değiştirmek ölçü kaçmasını azaltır.
Kenar işlemleri ve kompozitlerde özel uç gerekir
Pah kırma, çapak alma veya kenar güvenliği için standart kare uçlu frezeyi yana yatırmak yerine pah kırma frezesi kullanmak daha tekrarlanabilir sonuç verir. Karbon fiber ve cam elyaf takviyeli kompozitlerde ise aşındırıcı lifler karbür ağzı hızlı yıpratabilir; elmas kaplı uçlar bu nedenle daha tutarlı ömür sağlar. Kompozit işleme sonrası kenar ve yüzey kontrolü için Ölçme ve Muayene ekipmanıyla çapak, delaminasyon ve ölçü sapması ayrıca kontrol edilmelidir.
Satın alma kontrol listesi
- İş parçası grubunu netleştirin: alüminyum, çelik, paslanmaz, titanyum, plastik veya kompozit.
- Operasyonu ayırın: kanal açma, cep boşaltma, 3D kontur, kaba işleme, finisaj veya pah kırma.
- Kanal sayısını talaş tahliyesiyle eşleştirin; yumuşak malzemede talaş boşluğunu küçültmeyin.
- Kesici malzemesini ve kaplamayı makine rijitliğiyle birlikte değerlendirin; karbür yüksek performans ister.
- Takım çıkıntısını kısa tutun, pens salgısını kontrol edin ve körlenen takımı yüzeyi yakmadan değiştirin.
Sıkça Sorulan Sorular
Alüminyum için kaç kanallı freze daha uygundur?
Genel yaklaşım geniş talaş kanallı, keskin ağızlı ve alüminyuma uygun 2 veya 3 kanallı karbür frezedir. Ama nihai seçim çap, takım yolu, soğutma ve makine rijitliğine bağlıdır.
Paslanmaz çelikte neden özel freze gerekir?
Paslanmaz çelik ısıyı kesme bölgesinde tutar ve iş sertleşmesine eğilimlidir. Keskin, kaplamalı ve kenar dayanımı yüksek karbür frezeler takım ömrünü ve yüzey kalitesini iyileştirir.
Küresel uçlu freze düz taban işlemek için uygun mudur?
Genellikle hayır. Küresel uç 3D kontur ve radyüs geçişleri için uygundur; düz taban ve omuz işlerinde kare uçlu veya radyüslü kare uçlu freze daha verimlidir.
Kaba işleme frezesiyle son ölçüye inilir mi?
Kaba işleme frezesi yüksek talaş kaldırma için kullanılır ve yüzeyde iz bırakabilir. Hassas ölçü veya iyi yüzey isteniyorsa son paso için finisaj frezesi ayrılmalıdır.