Dönel Freze Uçları: Tungsten Karbür Geometri ve Uygulama Rehberi
Dönel freze uçları küçük görünür, fakat kalıp düzeltme, kaynak ağzı temizleme ve hassas çapak alma işlerinde yüzey kalitesini doğrudan belirler. Doğru tungsten karbür uç seçimi; yalnızca çap değil, geometri, kesim tipi, şaft rijitliği ve kullanılan taşlama motorunun devriyle birlikte yapılmalıdır.
Tungsten karbür dönel freze ucu, çoğu atölyede pnömatik veya elektrikli düz taşlama motoruna takılan küçük bir talaş kaldırma takımıdır. Aşındırıcı taş gibi yüzeyi ezerek değil, freze dişiyle talaş keserek çalışır. Bu nedenle sert çelik, paslanmaz çelik, döküm, alüminyum, bronz, plastik ve kompozitlerde daha kontrollü malzeme kaldırabilir. Aşındırma ve Parlatma kategorisinde bu uçları değerlendirirken ilk soru şu olmalıdır: Parça üzerinde kaba boşaltma mı yapılacak, kontur mu düzeltilecek, yoksa yalnızca keskin çapak mı alınacak?
Karbür uçların avantajı yüksek sertlik ve sıcaklığa dayanımdır; zayıf tarafı ise darbe ve yan yük altında kırılgan olmalarıdır. Takımın iş parçasına gömülmesi, uzun şaft çıkıntısı, gevşek pens veya fazla baskı diş kırılmasına yol açar. Bu yüzden seçimin teknik tarafı kadar kullanım disiplini de önemlidir: uç mümkün olduğunca pens içine alınmalı, yalnız kesici baş açıkta kalmalı ve takım parça üzerinde zorlanmadan kesmelidir.

Geometri: silindir, küre, ağaç ve konik uç ne işe yarar?
Dönel freze uçlarında şekil kodları üreticiden üreticiye küçük adlandırma farkları gösterse de DIN 8033 ve ANSI B94.19 ailesinde temel geometriler benzerdir. Silindirik uçlar düz yüzey düzeltme, kenar kırma ve omuz temizleme için kullanılır. Alın kesimli silindir, düz tabanlı cep veya kör delik dibinde çalışabilir; alın kesimsiz tip yan yüzey işleme için daha güvenlidir. Küresel uçlar radyüs verme, kanal diplerini yumuşatma ve kalıp oyuklarında iz azaltma işlerinde öne çıkar.
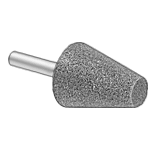
Ağaç, alev ve oval geometriler serbest form yüzeylerde daha akıcı hareket eder. Konik sivri uç dar köşe, döküm birleşim hattı ve kaynak dikişi kenarında işe yarar; ancak uç noktası küçük olduğu için ısı ve kırılma riski yüksektir. Genel kural basittir: temas alanı büyüdükçe takım daha stabil olur, noktasal temas arttıkça operatör kontrolü ve devir seçimi daha kritik hale gelir.
| Geometri | Tipik iş | Dikkat edilmesi gereken |
|---|---|---|
| Silindirik | Düz yüzey, yan duvar, keskin kenar alma | Alın kesimli ve alın kesimsiz tip karıştırılmamalı |
| Küre | Radyüs verme, oyuk tabanı, kalıp düzeltme | Derin kanalda şaft sürtmesi kontrol edilmeli |
| Ağaç / alev | Döküm çapakları, kaynak geçişleri, serbest kontur | Sivri uç bölgesi fazla bastırılmamalı |
| Konik | Dar köşe, pah, erişimi zor boşluklar | Küçük uç çapında yüksek devir ve düşük baskı gerekir |
| Oval | Kavisli yüzeylerde iz azaltma | Düz omuz işlerinde silindir kadar kontrollü değildir |
Kesim tipi: tek kesim, çift kesim ve alüminyum kesim
Kesim tipi, dişlerin talaşı nasıl böldüğünü belirler. Tek kesim uçlarda dişler tek yönde akar; talaş daha uzun çıkar, yüzeye daha agresif girer ve sert döküm, çelik, bakır veya pirinç gibi malzemelerde kontrollü kaba alma sağlayabilir. Çift kesim uçlarda çapraz diş yapısı talaşı kısaltır; titreşimi ve çekme hissini azaltır, operatör kontrolünü artırır ve çoğu çelik uygulamasında daha düzgün yüzey bırakır.
Alüminyum ve yumuşak demir dışı metaller için geniş kanallı alüminyum kesim tercih edilir. Alüminyum, düşük erime sıcaklığı ve sünek yapısı nedeniyle ince dişli karbür uçları hızla sıvayabilir. Dişler dolduğunda takım artık kesmez; sürter, ısınır ve yüzeyi yırtar. Bu durumda doğru çözüm daha fazla baskı değil, daha açık kanal, uygun devir ve gerekiyorsa yağlayıcı kullanımıdır. Testereleme ve Kesme takımlarıyla karıştırıldığında önemli fark şudur: dönel freze ucu elle yönlendirilen düzeltme ve çapak alma takımına daha yakındır; hassas ölçülü frezeleme için parmak freze yerine geçmez.
- Sert çelik ve dökümde tek kesim veya malzemeye özel yüksek performans kesim, yüksek talaş kaldırma için uygundur.
- Genel atölye işlerinde çift kesim daha dengeli yüzey, daha kısa talaş ve daha az operatör yorgunluğu sağlar.
- Alüminyum, plastik ve yumuşak bronzda geniş kanallı alüminyum kesim dolmayı azaltır.
- Paslanmaz çelikte takımın sürtmesine izin verilmemeli; düşük baskı, keskin uç ve yeterli yüzey hızı korunmalıdır.

Devir, çap ve şaft çıkıntısı birlikte değerlendirilir
Karbür dönel freze uçları genellikle yüksek yüzey hızında verimli çalışır. Üretici tablolarında alüminyum gibi demir dışı malzemeler için 600-1,100 m/min aralığı, bazı kaplamalı uçlarda daha yüksek aralıklar verilebilir; çelik ve paslanmazda öneri kesim tipine göre düşer. Küçük çaplı 3 mm uçlar çok yüksek devire ihtiyaç duyabilirken, 10 mm veya 12 mm baş çapında aynı devir tehlikeli ve verimsiz olabilir. Pratikte daima takımın ve taşlama motorunun maksimum devri okunmalı, düşük kaliteli pens veya hasarlı şaftla çalışma yapılmamalıdır.
Devir hesabında yüzey hızı, çap ve RPM bağlantılıdır: çap büyüdükçe aynı yüzey hızı için gereken RPM düşer. Fakat sahadaki sorun çoğu zaman formülden değil, uzun şaft çıkıntısından gelir. Uç başı pens dışına fazla taşarsa şaft yay gibi davranır; titreşim artar, kesici diş parça köşesine çarpar ve karbür kırılabilir. Uzun boy uç gerekiyorsa standart uca göre daha düşük devir ve daha hafif baskı seçilmelidir.

Uygulama senaryoları: çapak alma, kaynak düzeltme ve kalıp işi
Çapak alma işinde hedef parçanın fonksiyonel kenarını bozmadan keskin çıkıntıyı kaldırmaktır. Sac parçada fazla agresif konik uç kenarı inceltebilir; döküm parçada ise ağaç veya alev geometrisi doğal geçişleri korur. Kaynak düzeltmede karbür uç, kaynak sıçrantısı ve dikiş kenarındaki sert bölgeleri hızlı kaldırır; ancak ana metale gereksiz oyuk açmamak için kısa, kontrollü geçişler yapılmalıdır.
Kalıp ve fikstür düzeltmede iz kontrolü daha önemlidir. Burada kaba alma sonrası aynı karbür uçla yüzeyi parlatmaya çalışmak genellikle yanlış sonuç verir. Önce uygun geometriyle fazlalık alınır, sonra daha ince taşlama ucu, zımpara pedi veya el eğesiyle yüzey geçişi tamamlanır. duafsan tarafında parça işleme ve bakım ekipleri için seçim dili bu yüzden yalnız ürün adına değil, iş akışına dayanır: kaldırılacak malzeme miktarı, erişim açısı, yüzey beklentisi ve operatörün kullandığı motor birlikte tanımlanır.

Yüzey kalitesi ve finisaj: karbür uç son adım olmayabilir
Dönel freze ucu malzemeyi hızlı kaldırır, fakat özellikle çift kesim uçlarda bile mikroskobik freze izleri kalır. Bu izler boya, kaplama, conta oturma yüzeyi veya yorulma hassasiyeti olan bölgelerde sorun yaratabilir. İş parçası yalnız çapaktan arındırılacaksa hafif kenar kırma yeterlidir; kaplama öncesi hazırlanacaksa zımpara diski, nylon mesh ped veya uygun polisaj adımı gerekir.
İç ve düzensiz yüzeylerde karbür uçtan sonra esnek ped kullanmak geçiş izlerini yumuşatır. Sert metallerde önce keskin karbürle ısıyı kontrol altında tutmak, sonra düşük baskılı aşındırıcıyla finisaj yapmak daha tutarlı sonuç verir. Ölçme ve Muayene ekipmanıyla kenar, çapak ve yüzey kontrolü yapıldığında seçim hataları daha erken görünür; özellikle seri üretimde yalnız görsel kontrol çoğu zaman yeterli değildir.

Satın alma kontrol listesi
Doğru uç seçimi için katalogdaki tek başlık yeterli değildir. Baş çapı, kesici boy, şaft çapı, toplam boy, kesim tipi, kaplama, önerilen malzeme grubu ve maksimum devir birlikte okunmalıdır. Aynı 6 mm şaftlı iki uçtan biri alüminyumda mükemmel çalışırken diğeri birkaç dakika içinde dolabilir; aynı silindirik formun alın kesimli versiyonu cep dibinde işe yararken alın kesimsiz versiyon aynı işi yapamaz.
- İş parçası malzemesini ve sertliğini belirleyin: çelik, paslanmaz, döküm, alüminyum veya kompozit.
- Erişim geometrisini seçin: düz yüzey, dar köşe, radyüs, kanal veya serbest form.
- Kesim tipini belirleyin: kaba alma, genel amaçlı kontrol veya yumuşak metalde dolma direnci.
- Baş çapını motor devriyle eşleştirin; takım maksimum devrini aşmayın.
- Şaft çıkıntısını kısa tutun ve pens-mil salgısını çalışma öncesi kontrol edin.
- Son yüzey beklentisi varsa karbür uçtan sonra taşlama, zımpara veya polisaj adımı planlayın.
Sıkça Sorulan Sorular
Dönel freze ucu ile taşlama ucu aynı şey midir?
Hayır. Dönel freze ucu tungsten karbür dişleriyle talaş keser; taşlama ucu aşındırıcı tanelerle yüzeyi taşlar. Karbür uç hızlı malzeme kaldırma ve çapak alma için, taşlama ucu daha çok yüzey düzeltme ve finisaj geçişleri için uygundur.
Alüminyum için hangi karbür uç seçilmelidir?
Alüminyum ve yumuşak demir dışı metallerde geniş kanallı alüminyum kesim tercih edilir. İnce çift kesim uçlar alüminyumla dolabilir; bu durumda takım ısınır, yüzey yırtılır ve kesme performansı düşer.
Çift kesim uç her iş için daha iyi midir?
Çift kesim genel işlerde daha kontrollü ve daha kısa talaşlı çalışır, fakat her zaman en iyi seçim değildir. Yumuşak alüminyumda alüminyum kesim, bazı sert döküm veya kaba alma işlerinde tek kesim daha uygun olabilir.
Karbür freze ucu neden kırılır?
En yaygın nedenler uzun şaft çıkıntısı, gevşek pens, fazla yan baskı, düşük rijitlik, yanlış devir ve takımın parça köşesine takılmasıdır. Karbür serttir ama darbe altında kırılgandır.
Dönel freze ucu matkapta kullanılabilir mi?
Önerilmez. Matkaplar genellikle düşük devirli ve mandren salgısı daha yüksek sürücülerdir. Karbür dönel freze uçları için rijit pensli düz taşlama motoru veya uygun döner el aleti daha güvenli ve verimli çalışır.