Delik Ölçer (Bore Gauge) Türleri ve Kullanım Alanları
İç çap ölçümü, dış ölçüme kıyasla çok daha fazla araç bilgisi gerektirir. Hangi bore gauge türünün hangi uygulamaya uygun düştüğü; doğruluk, ölçüm aralığı ve ayar yöntemine göre belirlenir.
Silindir gövdeleri, piston delikleri, rulman yuvaları ve şanzıman kapakları gibi parçaların iç çapı, tolerans bandı genellikle 0.01 mm ile 0.001 mm arasında kalan kritik boyutlardır. Bu boyutları doğru okumak için ölçme ve muayene ekipmanı içinden doğru bore gauge türünü seçmek zorunludur. Yanlış tür seçimi, aletin teknik kapasitesinden bağımsız olarak sistematik ölçüm hatası üretir.
Bore Gauge Türleri
Piyasada yaygın olarak kullanılan dört temel tür vardır: kadranli iç çap komparatörü, teleskopik delik ölçer, küçük delik ölçer ve iç delik mikrometresi. Her birinin çalışma prensibi, doğruluk sınıfı ve uygun olduğu ölçüm aralığı birbirinden farklıdır.
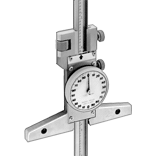
Kadranli İç Çap Komparatörü (Dial Bore Gauge)
Üç noktalı veya iki noktalı temas prensibiyle çalışır. Alet, bir referans mastara (halka mastar veya mikrometre ile ayarlanmış çakma mastar) sıfırlandıktan sonra delik içine yerleştirilir; kadran sapması doğrudan tolerans farkını gösterir. Tipik çözünürlük 0.001 mm ya da 0.0001 inç'tir. Mikrometre ile ayarlandığında ölçüm belirsizliği yaklaşık ±0.002 inç (±0.05 mm); halka mastara ayarlandığında ±0.0001 inç (±0.0025 mm) düzeyine iner. Silme yuvarlıklığı (ovality) ve koniklik (taper) gibi biçim hatalarının tespitinde standart seçenektir çünkü alet sabit konumda çevrilebilir.
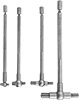
Teleskopik Delik Ölçer (Telescoping Bore Gauge)
T biçimli gövdesiyle delik içinde genişleyen iki teleskopik kola sahiptir. Kollar kilitlendikten sonra alet dışarı çıkarılır ve ölçüm bir dış mikrometre ile tamamlanır. Dolaylı ölçüm yöntemi olduğu için sonuç doğruluğu büyük ölçüde operatörün mikrometre okuma becerisine bağlıdır. Tipik ölçüm aralığı 8 mm – 150 mm arasındadır. Doğrudan okuma sunan kadranli komparatöre kıyasla daha az hassas olmakla birlikte dayanıklı yapısı ve düşük bakım gereksinimi nedeniyle atölye ortamında yaygın olarak tercih edilir.
Küçük Delik Ölçer (Small-Bore Gauge)
Yarı küresel ölçüm başlıkları sayesinde teleskopik aletin ulaşamadığı küçük çaplı deliklerde (genellikle 3 mm – 13 mm) kullanılır. Başlık delik içinde döndürülerek en büyük temas noktası bulunur, ardından alet mikrometre veya dijital kumpasla ölçülür. Özellikle O-ring kanalları, pim delikleri ve küçük kaplin yuvalarında tercih edilir.


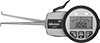
İç Delik Mikrometresi (Inside Micrometer)
İki temas ucu arasındaki mesafeyi doğrudan ölçer; karşılaştırmalı yöntem yerine mutlak ölçüm sunar. Değiştirilebilir uzantı çubukları sayesinde geniş aralık kapsanır. Çeneli dijital modeller dar aralıklarda yüksek doğruluk sağlar. İç delik mikrometreleri, özellikle toleransın ±0.005 mm'nin altına indiği hassas montaj uygulamalarında kadranli komparatöre alternatif olarak kullanılır.

Ölçüm Aralığı ve Doğruluk Karşılaştırması
| Tür | Tipik Aralık | Çözünürlük | Ayar Gereksinimi | Okuma Yöntemi |
|---|---|---|---|---|
| Kadranli İç Çap Komparatörü | 6 – 500 mm | 0.001 mm | Halka mastar veya mikrometre | Doğrudan (sapma) |
| Teleskopik Delik Ölçer | 8 – 150 mm | 0.005 mm* | Dış mikrometre | Dolaylı (transfer) |
| Küçük Delik Ölçer | 3 – 13 mm | 0.005 mm* | Dış mikrometre | Dolaylı (transfer) |
| İç Delik Mikrometresi | 6 – 300 mm** | 0.001 mm | Yok (mutlak) | Doğrudan (mutlak) |
* Transfer ölçümde nihai doğruluk, mikrometre okuma becerisine bağlıdır; aletin kendisine değil operatöre dair bir değerdir. ** Uzantı çubuğu setiyle genişletilebilir.
Doğru Ayar ve Sıfırlama
Kadranli bore gauge, her ölçüm serisinden önce sıfırlanmalıdır. İki seçenek mevcuttur:
- Halka mastara ayar: En yüksek doğruluğu verir (±0.0025 mm); halka mastar kalibre edilmiş ve sertifikalı olmalıdır. Seri üretim kalite kontrol hattında standart yöntemdir.
- Dış mikrometreye ayar: Hızlı ve pratiktir; doğruluk ±0.05 mm düzeyinde kalır. Prototip ve tekli parça işlemelerinde tercih edilir.
- Sıfırlama sonrası alet sıcaklık dengesine ulaşmalıdır; elde taşınan alet ısıdan uzak tutularak 2-3 dakika beklenmesi ölçüm tekrarlanabilirliğini artırır.
- Teleskopik ve küçük delik ölçerlerde sıfırlama yoktur; ölçüm sonrası her seferinde dış mikrometre ile tamamlama yapılır.
Uygulama Bazlı Seçim Rehberi
Bore gauge seçimi tek başına alet tipine göre değil, uygulamanın tolerans bandına, erişilebilirliğe ve ölçüm hızı gereksinimlerine göre yapılmalıdır.
- Motor silindir delikleri (ovality ve taper kontrolü): Kadranli iç çap komparatörü; biçim hatası tespiti için alet 90° döndürülerek iki eksen ölçülür.
- Rulman yuvası iç çapı (IT6-IT7 tolerans): Kadranli komparatör halka mastara sıfırlanmış olarak; tolerans bandı genellikle 0.01-0.02 mm civarındadır.
- Flanş bağlantı delikleri ve konumlandırma pinleri: Teleskopik bore gauge + dış mikrometre; hız ön plandadır, ±0.02 mm yeterlidir.
- O-ring kanalları ve enjektör deliği (3-13 mm): Küçük delik ölçer; yarı küresel uç dar alanlarda daha kararlı temas sağlar.
- Hassas sıkı geçme yuvası (H7/h6, tolerans ±0.005 mm altı): İç delik mikrometresi veya halka mastara ayarlı üç noktalı kadranli komparatör.
- Büyük çaplı flanş delikleri (> 150 mm): Uzantı kollu iç delik mikrometresi veya büyük aralıklı kadranli komparatör seti.
Bakım ve Kalibrasyona Dair Notlar
Bore gauge'ların doğruluğu bakıma doğrudan bağlıdır. Temas uçları yumuşak metalden yapıldığı için aşınmaya karşı hassastır; uçlar düzenli aralıklarla kontrol edilmeli, aşınma gözlemlendiğinde değiştirilmelidir. Aletin taşıma kabı dışında mekanik darbeye maruz bırakılmaması esastır. Kalibrasyon takibi için ISO/IEC 17025 uyumlu bir kalibrasyon sertifikası alınması, ölçüm belirsizliğini dokümante etmek açısından seri üretim kalite güvencesinde zorunlu hale gelmektedir.
Sıkça Sorulan Sorular
Kadranli bore gauge ile teleskopik bore gauge arasındaki temel fark nedir?
Kadranli bore gauge sapmayı doğrudan kadran üzerinde gösterir ve biçim hatalarını (ovality, taper) tespit edebilir. Teleskopik bore gauge iç boyutu kilitleyip dışarıya transfer eder; ölçüm bir dış mikrometre ile tamamlanır. Kadranli tür daha yüksek doğruluk ve hız sunar; teleskopik tür daha dayanıklı ve düşük maliyetlidir.
Bore gauge sıfırlama için neden halka mastar kullanılır?
Halka mastar, kalibre edilmiş ve sertifikalı bir iç çap referansı sunar. Bu sayede ölçüm belirsizliği ±0.0025 mm düzeyine iner. Mikrometre ile sıfırlama pratik olmakla birlikte belirsizlik ±0.05 mm'ye yükselir. Toleransın dar olduğu uygulamalarda (rulman yuvası, motor silindir gibi) halka mastar kullanımı zorunludur.
Küçük delik ölçer hangi çap aralığı için uygundur?
Küçük delik ölçerler (small-bore gauge) genellikle 3 mm ile 13 mm arasındaki deliklerde kullanılır. Bu aralıkta teleskopik bore gauge mekanik olarak fazla büyük kalır. Yarı küresel temas başlıkları dar ve sığ deliklerde kararlı temas noktası oluşturur.
İç delik mikrometresi ile kadranli bore gauge karşılaştırıldığında hangisi daha uygundur?
İç delik mikrometresi mutlak ölçüm yapar ve sıfırlamaya gerek yoktur; tek parça veya seyrek ölçümlerde pratiktir. Kadranli bore gauge karşılaştırmalı yöntemle çalışır; seri ölçümlerde çok daha hızlıdır ve aynı anda biçim hatalarını da ortaya koyar. Tolerans bandı dardır ve hız önemliyse kadranli tür tercih edilir.
Bore gauge alırken hangi özelliklere dikkat edilmeli?
Ölçüm aralığı uygulamanın ihtiyaç duyduğu çap değerlerini karşılamalıdır. Çözünürlük tolerans bandının en az 1/5'i kadar küçük olmalıdır. Interchangeable (değiştirilebilir) temas uçları veya uzantı çubuğu esneklik sağlar. Marka kalibrasyonu ve sertifika imkânı, kalite güvence süreçlerini kolaylaştırır.