Cetvel ve Mastar: Doğru Tip Nasıl Seçilir
Atölyede 'cetvel' ya da 'mastar' olarak bilinen aletler aslında birbirinden çok farklı hassasiyet sınıfları ve işlevlere ayrılır. Hangi tipin hangi uygulamada tercih edileceğini bilmek, hem ölçüm hatasını hem de gereksiz maliyeti azaltır.
Çelik cetvel, el aletlerinin en basit görüneni olmakla birlikte, sertleştirme yöntemi, bölüntü adımı ve gövde geometrisi farklılıkları nedeniyle doğru seçim yapılmadığında 0.5 mm'nin üzerinde ölçüm sapmalarına yol açabilir. Mastar ailesi ise çok daha geniştir: sentil (feeler gauge), derinlik mastari, tapa ve halka mastari, diş mastari ve blok mastar birbirinin yerine kullanılamaz. Bu rehber, Ölçme ve Muayene kategorisindeki temel tipleri işlev, hassasiyet ve malzeme ekseninde karşılaştırarak seçimi kolaylaştırmayı amaçlar.
Çelik cetveller: tip ve malzeme seçimi
Hassas çelik cetvel (precision steel rule), sertleştirilmiş yay çeliğinden üretilir ve bölüntüleri frezeleme ya da lazer gravür ile açılır. İki temel geometri vardır: rijit cetvel ve esnek cetvel. Rijit cetvel, düz yüzeylerde hızlı doğrusal ölçüm ve markalama için tercih edilir; 150 mm ile 1000 mm arasında standart boylar bulunur. Esnek cetvel ise 0.4–0.8 mm gövde kalınlığı sayesinde silindirik yüzeylere, iç bükümlere ve kontur profillerine yaslayarak ölçüm yapmayı mümkün kılar.
Paslanmaz çelik (genellikle 302 veya 304 alaşımı) cetveller soğutma sıvısı, tuzlu su ve hafif asitli ortamlarda oksidasyona karşı dayanıklıdır. Yay çeliği satin krom kaplı cetveller ise daha yüksek yüzey sertliği (~50 HRC) ile uzun ömürlü kullanımda kenarlarını korur. Bölüntü adımı olarak metrik sistemde 0.5 mm, imperial sistemde 1/64 inç (yaklaşık 0.4 mm) en yaygın seçenektir.

Manyetik cetveller, metal yüzeylere (tezgah, matkap tablası, freze kızağı) yapışarak her iki el serbest kalırken markalama yapılmasını sağlar. Doğrudan metale yapışan çelik gövde üzerinde 0.5 mm bölüntüler bulunur ve hızlı kurulum gerektiren seri üretim hatlarında tercih edilir.
Kombinasyon gönyeleri: cetvel ve açı ölçerin birleşimi
Kombinasyon gönye, 300 mm veya 600 mm celik cetvel üzerinde 90° ve 45° açıları denetleyen sabit kafa, merkez bulucu ve isteğe bağlı iletki kafasından oluşan modüler bir sistem oluşturur. Tek başına bir cetvel olarak ölçüm yapabilir; başlık değiştirilerek kare, açı ve merkez arama işlevleri aynı gövdeyle gerçekleştirilebilir. Bu özellik montaj atölyelerinde ve makine bakım birimlerinde sık kullanımı açıklar.
Sentiller (feeler gauge): boşluk ve aralık ölçümü
Sentil, 0.02 mm ile 1.0 mm arasında kalibre edilmiş çelik lameller demetidir. DIN 2275 standardına göre üretilen sentil lamellerinin Vickers sertliği en az 420 HV 5 olmalı, boyuna ölçülen kalınlık sapması ise lamel kalınlığının ±%2'sini geçmemelidir. İki temel form bulunur:
- Düz lamellli sentil: Sabit kalınlıkta, eşit genişlikte bantlar; kılavuz boşluğu, yatak aralığı ve kapak conta izi denetimi için kullanılır.
- Konik (tapered) sentil: Lameller daralan bir uçla sonlanır; dar alanlara ve motor subap boşluklarına girmesi kolaydır.
- Konik genişlikli sentil: Lamel uzunluğu boyunca genişlik azalır; piston-silindir boşluğu ve raylar gibi uzun dar aralıklarda işlevseldir.
- Paslanmaz sentil: Tuz sisi veya kimyasal ortamlarda oksidasyona karşı dayanıklıdır; gıda ve ilaç makinelerinde tercih edilir.
Dar ve ulaşılması güç alanlarda (turbo manifold flanş aralığı, rotor-stator boşluğu gibi) ince profilli sentil setleri tercih edilmelidir. Standart laminasyon kalınlığı çok az fark yaratsa da doğru aralık tespitinde birkaç lamel üst üste koyarak ara değerlere ulaşmak mümkündür.
Diş mastari: vida ve boru diş kontrolü
Üretim ve montaj süreçlerinde vida bağlantılarının kabulü için iki farklı mastar tipi kullanılır: tapa (plug) mastari ve halka (ring) mastari. Tapa mastari erkek diş yerine takılarak iç diş denetimi yapar; halka mastari ise civata veya saplamayı kapsayarak dış diş kontrolü gerçekleştirir. Her iki tipte de go/no-go (girer/girmez) çift taraflı varyant standarttır: 'girer' taraf üst tolerans, 'girmez' taraf alt tolerans sınırını temsil eder.
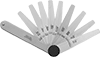
Boru dişlerinde (NPT, BSPT, G) kademeli konik profil nedeniyle düz diş mastarları kullanılamaz; bu uygulamalar için özel boru diş tapa ve halka mastarları gereklidir. Diş adımı tanımlayıcılar (thread pitch identifier) ise üzerindeki birden fazla lamel profiline bakılarak bilinmeyen bir vidanın adımını ve diş formunu hızla tespit etmek için kullanılır; üretim hattı yerine bakım-onarım ortamında yaygındır.


Derinlik mastari: oyuk ve basamak ölçümü
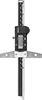
Derinlik mastari, oluklardaki derinliği, pim yuvasını veya basamak yüksekliğini ölçen bir mastar ailesidir. Referans yüzeye dayanan taban plaka ile ölçüm çubuğunun ötelenmesinden elde edilen değer üç farklı okuma sistemiyle gösterilir:
- Vernier derinlik mastari: 0.02 mm veya 0.05 mm çözünürlük; mekanik, elektrik gerektirmez.
- Kadranli (dial) derinlik mastari: 0.01 mm çözünürlük; yay geri besleme sayesinde hızlı seri kontrol için elverişlidir.
- Elektronik (dijital) derinlik mastari: 0.001 mm çözünürlüğe kadar çıkar; SPC çıkışı (Mitutoyo Digimatic vb.) ile istatistiksel süreç kontrolüne entegre edilebilir.
Uzatma çubukları ile standart 100-150 mm ulaşım derinliği artırılabilir. Sert yüzey işleme ortamlarında soğutma sıvısına dayanıklı (IP67 seviyesi) elektronik derinlik mastarları tercih edilmelidir.
Cetvel ve mastar tipi karşılaştırma tablosu
| Alet tipi | Tipik çözünürlük | Ölçüm objesi | Başlıca standart / not |
|---|---|---|---|
| Rijit çelik cetvel | 0.5 mm | Uzunluk, markalama | Bölüntü genellikle frezelenmiş; sertleştirilmiş yay çeliği |
| Esnek çelik cetvel | 0.5 mm | Kontur, kavisli yüzey | Gövde kalınlığı 0.4–0.8 mm; bükülme sınırlı |
| Sentil (feeler gauge) | 0.01–0.02 mm | Aralık, boşluk | DIN 2275; min. 420 HV 5 sertlik |
| Tapa mastari (go/no-go) | IT tolerans sınıfı | İç diş / delik çapı | ASME B47.1; kalibrasyon sertifikası gerekebilir |
| Halka mastari | IT tolerans sınıfı | Dış diş / silindirik yüzey | ASME B47.1; saklama nem kontrolü önemli |
| Vernier derinlik mastari | 0.02–0.05 mm | Oyuk, basamak derinliği | ISO 13225; kalibrasyon aralığı 12 ay önerilir |
| Elektronik derinlik mastari | 0.001–0.01 mm | Oyuk, basamak derinliği | SPC çıkışı mümkün; IP54/67 ortam koruması var |
Seçim kriterleri
Ölçüm aleti seçiminde aşağıdaki dört soru yol göstericidir. Birincisi: tolerans ne kadar dar? Tolerans ±0.1 mm veya daha geniş ise rijit cetvel ya da sentil genellikle yeterlidir; ±0.01 mm altına geçildiğinde dijital derinlik mastari veya kalibrated blok mastar devreye girmeli. İkincisi: ölçüm yüzeyi nasıl? Kavisli veya kontur içeren yüzeylerde esnek cetvel ya da uygun profilli sentil gerekir. Üçüncüsü: ortam koşulları neler? Kesici sıvı veya yüksek nem varlığında paslanmaz gövde veya IP67 sertifikalı alet tercih edilmeli. Dördüncüsü: tekrar ölçüm sıklığı ve SPC entegrasyonu var mı? Seri üretimde veri toplama gerekiyorsa Digimatic veya USB çıkışlı elektronik mastar en uygun seçimdir.
Sıkça Sorulan Sorular
Rijit cetvel ile esnek cetvel arasındaki temel fark nedir?
Rijit cetvel sertleştirilmiş kalın (1–2 mm) gövdesiyle düz yüzeylerde kenar olarak da kullanılabilir. Esnek cetvel ise 0.4–0.8 mm gövde kalınlığıyla kavisli veya içbükey yüzeylere yaslayarak kontur ölçümü yapar; düz yüzeyde referans kenar olarak kullanılamaz.
Sentil lamelleri kırılmadan nasıl kullanılır?
Lameli boşluğa zorlamadan 'serbest sürtünme' hissedecek kadar yerleştirin: lamelin küçük bir kuvvetle ileri-geri kaydığı an nominal boşluğu temsil eder. Birden fazla lamel üst üste koyarak ara değerler okunabilir; ancak maksimum 3–4 lamel üst üste önerilir.
Tapa mastari ile halka mastari hangi durumda birlikte gerekir?
Vida bağlantısında hem iç hem dış diş toleransını doğrulamak gerektiğinde ikisi birlikte kullanılır. Yalnızca somun kabul ediliyorsa tapa mastari, yalnızca civata denetleniyorsa halka mastari yeterlidir.
Elektronik derinlik mastari ne sıklıkla kalibre edilmeli?
ISO 9001 kapsamındaki atölyelerde genellikle 12 ayda bir kalibrasyon önerilir. Yoğun kullanım, düşürme veya sıvıya maruz kalma sonrasında beklemeksizin arızi kalibrasyon yapılmalıdır.
Diş adımını bilinmeyen bir vidada nasıl belirlerim?
Diş adımı tanımlayıcı (thread pitch identifier) kullanın: cihazın her lameli farklı bir adım profiline sahiptir; doğru lamel vidaya oturduğunda o adım değeri okunur. Hem metrik (mm adım) hem imperial (TPI) lamel setleri mevcuttur.