Borularda Doğru Bükme Aracı ve Yarıçapı Nasıl Seçilir
Boru bükmede temiz sonuç, kuvvetten çok doğru yöntemle alınır. Malzeme, dış çap, cidar kalınlığı ve hedef yarıçap birlikte değerlendirilmezse kesit ezilir, akış daralır ve montaj toleransı hızla bozulur.
Bükme sonucunu belirleyen temel değişkenler
Boru bükme kararını tek başına çap belirlemez. Şekillendirme tarafında doğru seçim için en az dört veri gerekir: malzeme cinsi, dış çap, cidar kalınlığı ve hedef merkez hattı yarıçapı. Yarıçap küçüldükçe dış lifte çekme, iç lifte basma artar; bunun sonucu olarak ovalleşme, kırışma ve geri yaylanma riski yükselir. Özellikle ince cidarlı paslanmaz, sertleştirilmiş alaşım ve tekrarlı montaj isteyen hatlarda araç seçimi doğrudan parça kalitesini belirler.
- Yumuşak bakır ve alüminyum, elde veya hafif mekanik destekle daha kolay şekillenir; paslanmaz ve kalın cidarlı tüpler daha yüksek kuvvet ve daha kontrollü kalıp ister.
- Dış çap büyüdükçe ve cidar inceldikçe kesitin daireselliğini korumak zorlaşır.
- Dar yarıçap hedefi, yalnız daha güçlü makine değil daha iyi destekleme anlamına gelir.
- Kısa düz boy bırakılan parçalarda çeneye bağlama ve referanslama zorlaşır; açı doğruluğu düşer.
- Akışkan, gaz veya kablo geçecek hatlarda iç kesit daralması yalnız görsel bir kusur değil işlevsel risktir.
Aracı uygulamaya göre seçin


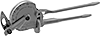

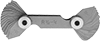
Doğru araç seçimi, yalnız gereken kuvvete göre değil kesiti koruma kabiliyetine göre yapılmalıdır. Boru bükme penseleri, sahada küçük düzeltmeler için pratiktir; ancak dar yarıçap ve yüksek tekrar doğruluğu isteyen işlerde sınırlıdır. Manson ve manson setleri, özellikle ince cidarlı tüplerde boşluğu destekleyerek ezilmeyi azaltır. Kalın cidarlı veya daha sert malzemelerde ise makine rijitliği, kalıp geometrisi ve operatörün aynı hareketi tekrar üretebilmesi daha belirleyici hale gelir.
| Araç | En uygun kullanım | Güçlü yönü | Dikkat edilmesi gereken sınır |
|---|---|---|---|
| Boru bükme penseleri | Kısa düzeltmeler, hafif kesitler | Hızlı ve taşınabilir | Dar yarıçap ve seri tekrar için sınırlı |
| Boru mansonları | Tek çaplı, ince cidarlı elde bükme | Kesit desteği sağlar | Çap aralığı değiştikçe esneklik düşer |
| Boru manson setleri | Birden çok çapta atölye işi | Farklı ölçülere uyum | Yüksek kuvvet isteyen malzemede tek başına yeterli olmayabilir |
| Dar alan boru bükme makineleri | Montaj içinde, erişimi zor nokta | Yerinde kontrollü bükme | Kalıp seçimi doğru yapılmazsa iz bırakabilir |
| Kalın cidarlı boru bükme makineleri | Sert malzeme ve yüksek et kalınlığı | Rijitlik ve tekrar doğruluğu | Kurulum ve kalıp eşleştirmesi kritik |
| Yumuşak metal boru bükme makineleri | Bakır ve alüminyum hatlar | Yüzeyi ve formu daha iyi korur | Sert alaşımlarda kapasite hızla düşer |
Bir Şekillendirme ekipmanını değerlendirirken ilk sorunuz şu olmalı: Bu yöntem hedef yarıçapı, kabul edilen kesit bozulmasıyla birlikte tekrarlayabiliyor mu? Yalnız bükebiliyor olması yeterli değildir. Özellikle montajı eşlenik parçalara bağlı hatlarda ilk numune kadar üçüncü ve onuncu parça da aynı davranışı göstermelidir.
Yarıçapı belirleme ve doğrulama
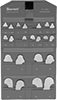

Bükme yarıçapı için tek bir evrensel değer yoktur; güvenli seçim malzemeye, cidar kalınlığına ve kabul edilen deformasyona bağlıdır. Pratikte yarıçap küçüldükçe destek ihtiyacı artar, geri yaylanma daha görünür hale gelir ve açı telafisi gerekir. Bu yüzden ilk seri öncesinde numune büküm yapıp yarıçapı ölçerle, açıyı da uygun bir referansla doğrulamak gerekir. Özellikle paslanmaz ve yaylanma eğilimi yüksek malzemelerde son açı ile pres çıkış açısı aynı olmayabilir.
Ölçemediğiniz yarıçapı seri üretimde tekrarlayamazsınız.
Isı destekli bükme ne zaman gerekir
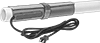
Bazı termoplastik esaslı boru ve kablo kanalı uygulamalarında şekil değişimi kontrollü ısı ile daha güvenli hale gelir. Bu noktada amaç malzemeyi yakmak değil, kesit boyunca mümkün olduğunca eşit yumuşatmadır. Çok boyutlu bükme battaniyeleri, lokal aşırı ısınma riskini azaltarak daha öngörülebilir bir form elde etmeye yardımcı olur. Yine de sıcaklık sınırı, bekletme süresi ve soğuma koşulu mutlaka malzeme verisiyle birlikte değerlendirilmelidir.
Sahada hızlı seçim özeti
Önce malzemeyi ve cidarı okuyun, sonra hedef yarıçapı netleştirin, en son aracı seçin. İnce cidarlı ve küçük yarıçaplı işlerde destekleme önceliklidir; kalın cidarlı ve sert malzemede ise rijit makine ve uygun kalıp öne çıkar. Seri işlerde ilk numuneyi ölçmeden üretime geçmeyin. Daha geniş ürün ailelerini Şekillendirme altında birlikte değerlendirmek, yalnız bükmenin olup olmayacağını değil kaliteyi hangi yöntemle koruyacağınızı görmeyi kolaylaştırır.
Sıkça Sorulan Sorular
Minimum bükme yarıçapı nasıl belirlenir?
Tek bir sabit oran yoktur. Malzeme cinsi, dış çap, cidar kalınlığı ve kabul edilen ovalleşme birlikte değerlendirilmelidir. En güvenli yöntem, hedef geometriye yakın bir numune büküm yapıp yarıçapı ve kesit bozulmasını ölçerek karar vermektir.
Boru bükmede geri yaylanma nasıl azaltılır?
Geri yaylanma özellikle sert ve elastik geri dönüşü yüksek malzemelerde belirgindir. Uygun kalıp seçimi, kontrollü kuvvet uygulaması ve numune üzerinde açı telafisi yapılması gerekir. Son açıyı yalnız makine ayarına değil ölçüm sonucuna göre doğrulamak daha güvenlidir.
İnce cidarlı boruda neden manson kullanılmalıdır?
İnce cidarlı boru, büküm sırasında iç tarafta kırışmaya ve dış tarafta yassılaşmaya daha açıktır. Manson, kesiti içeriden veya çevresel olarak destekleyerek ezilmeyi azaltır, özellikle elde bükmede daha düzgün dairesellik korunmasına yardımcı olur.